f1602

f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #1
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
-

Буфер обмена02.gif
20.1 KB · Просмотры: 60
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 028
- Реакции
- 4 324
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #2
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
И где это видно на Вашем скриншоте?
demyuri

- Регистрация
- 31.10.2019
- Сообщения
- 9 079
- Реакции
- 8 083
- Баллы
- 200
- Возраст
- 48
- Адрес
- РОССИЯ
- Веб-сайт
- youtu.be
- Город
- Барнаул
- Имя
- Юрий
- Станок
- 3018 ПРО, доработанный
- Плата
- Дятел 3.4
- Прошивка
- 1.1f
blny
blny
НЕ ТОЛЬКО ЧИТАЕТ
- Регистрация
- 24.01.2020
- Сообщения
- 123
- Реакции
- 141
- Баллы
- 63
- Город
- Москва
- Имя
- Sergey
- Отчество
- Blinov
- Станок
- cnc3018pro (modified)
- Прошивка
- 1.1h
- #4
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
Циклы сверления не поддерживаются. Вот тут можно посмотреть на список поддерживаемых G-кодов g-code
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #5
Циклы сверления не поддерживаются. Вот тут можно посмотреть на список поддерживаемых G-кодов g-code
Спасибо! А как тогда делать отверстия диаметром равным диаметру фрезы?
Ваши сообщения автоматически объединены: 10.12.2021
И где это видно на Вашем скриншоте?
-

Clipboard02.png
19.9 KB · Просмотры: 63
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 028
- Реакции
- 4 324
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #6
Спасибо! А как тогда делать отверстия диаметром равным диаметру фрезы?
Ваши сообщения автоматически объединены: 10.12.2021
Error 20
Unsupported or invalid g-code command found in block. This usually means that you used the wrong Post-Processor to make your file, or that some incompatible code within needs to be manually deleted.
Надо использовать правильный постпроцессор. В чём делаете УП?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #7
Error 20
Unsupported or invalid g-code command found in block. This usually means that you used the wrong Post-Processor to make your file, or that some incompatible code within needs to be manually deleted.Надо использовать правильный постпроцессор. В чём делаете УП?
FreeCAD
Post processor grbl
extrimus

- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 218
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #8
При попытке загрузить программу для сверления отверстий Candle не отображает путь сверления, а при запуске программы все инструкции G81 выдают ошибку :20
Это потому что GRBL не понимает команду G81.
SnakeKVC
- Регистрация
- 27.12.2019
- Сообщения
- 5 028
- Реакции
- 4 324
- Баллы
- 138
- Возраст
- 45
- Адрес
- от верблюда
- Город
- Самара
- Имя
- Андрей
- Отчество
- Евгеньевич
- Станок
- 3018 Upgraded
- Плата
- Woodpecker v3.4
- Прошивка
- 1.1f
- #9
FreeCAD
Post processor grbl
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #10
Всем спасибо! Тема закрыта. Может быть для большинства решение было очевидным, но я всё-таки его опишу. В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
extrimus
- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 218
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #11
Всем спасибо! Тема закрыта. Может быть для большинства решение было очевидным, но я всё-таки его опишу. В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
Тему закрыть успеем. А пока вопрос. Как оно сверлится с этой заменой?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- 10.12.2021
- Последнее редактирование: 10.12.2021
- #12
Последнее редактирование: 10.12.2021
Тему закрыть успеем. А пока вопрос. Как оно сверлится с этой заменой?
(G81 X8.046 Y10.000 Z-5.530 F60.000 R1.000)
G0 X8.046 Y10.000
G1 Z1.000 F60.00
G1 Z-5.530 F60.00
G0 Z1.000
( G80 )
G0 Z2.000
Собственно, сравнить не с чем. Другого станка с ЧПУ у меня нет.
Ваши сообщения автоматически объединены: 10.12.2021
И, вдогонку.
Пока меня не «запинали» знатоки FreeCad.
Правильней будет исправить настройки Path Job.
Надо указать пост процессор и аргумент для него, как показано на рисунке
-

Буфер обмена05.gif
37.2 KB · Просмотры: 47

extrimus
- Регистрация
- 29.03.2019
- Сообщения
- 5 895
- Реакции
- 5 218
- Баллы
- 250
- Возраст
- 56
- Адрес
- Россия
- Город
- Иваново
- Имя
- Андрей
- Плата
- Woodpecker 3.2
- Прошивка
- GBRL 1.1f
- #13
Собственно, сравнить не с чем. Другого станка с ЧПУ у меня нет.
Не надо сравнивать. Я об ошибках, что были до этого. Есть ошибки при выполнении работы или нет?
f1602
f1602
ЧТО-ТО УЖЕ ЧИРКАНУЛ
- Регистрация
- 03.12.2021
- Сообщения
- 8
- Реакции
- 10
- Баллы
- 3
- #14
Не надо сравнивать. Я об ошибках, что были до этого. Есть ошибки при выполнении работы или нет?
Нет. Ошибок нет. Отрабатывает корректно.
Yuri
Yuri
СКАЗАЛ ТУТ НЕМНОГО
- Регистрация
- 11.09.2019
- Сообщения
- 500
- Реакции
- 838
- Баллы
- 138
- Возраст
- 60
- Адрес
- Украина
- Город
- Черкассы
- Имя
- Юра
- Плата
- самодельная на ESP32
- #15
В файле постпроцессора gbrl_post.py надо поменять флаг перевода G81 в G0,G1 с false на true.
Правильней будет исправить настройки Path Job.
Надо указать пост процессор и аргумент для него, как показано на рисунке
не за пинают знатоки FreeCad.
даже скажут спасибо, если разместите в теме про FreeCad
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
-
Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Подскажите пожалуйста и возможно кто-то уже сталкивался с такой проблемой…
Станок фрезерует 3-4 часа и затем останавливается на одном месте с работающим двигателем.
При этом кнопки в Candle «пауза» и «прервать» активны , но при нажатии на них никакого результата.
Остальные кнопки не активны и Candle можно выключить нажав крестик в верхнем правом углу.
В чем может быть проблема остановки станка и что нужно перепроверить ?
Спасибо!
-

Mamont
- Мастер
- Сообщения: 1720
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 320
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:

Re: Подсажите по программе Candle или GrblControl
Сообщение
Mamont » 01 апр 2019, 07:08
Если это не ноут, по возможности использовать апаратный RS232 порт компа через микросхему преобразования уровней напряжения в ТТЛ
А если кроме как Юсб нет другой возможности, подключить свисток USB-TtL максимально близко к компу, и к станку вести уже преобразованные сигналы. Питание GRBL использовать свое, а не брать не от USB. Опторазвязка не повредит
-
peratron
- Мастер
- Сообщения: 605
- Зарегистрирован: 05 фев 2017, 07:43
- Репутация: 36
- Настоящее имя: Eugene
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
peratron » 01 апр 2019, 10:13
Mamont писал(а):А если кроме как Юсб нет другой возможности, подключить свисток USB-TtL максимально близко к компу, и к станку вести уже преобразованные сигналы.
Как уже много раз говорено — проблема не в параметрах УСБ-линии, а в катастрофически низком качестве разъёмов.
У меня работает на 15-метровом удлинителе — но пока не поставил резиновые стяжки в обоих коннекторах, обеспечивающие притягивание фишек, оно сбоило недопустимо. С резинками работает много лучше — но всё равно разрыв контакта бывает.
В идеале надо сменить типы коннекторов с обоих концов — перепаять на нормальный разъем.
-
istopnic
- Новичок
- Сообщения: 15
- Зарегистрирован: 13 окт 2017, 14:36
- Репутация: 0
- Настоящее имя: Сергей
- Откуда: Москва, Зеленоград
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
istopnic » 01 апр 2019, 10:18
Странное поведение Candle 1.1.7 под Linux, при выполнении УП шпиндель отключатся каждый раз после подъема инструмента и на время свободного перемещения кареток XY. В УП никаких указаний на отключение шпинделя нет. Тот же Candle с той же УП но под Windows работает нормально, т.е. шпиндель включатся на старте программы и отключатся в ее конце. Куда копать, смотреть, какие файлы править?
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Touareg07 » 01 апр 2019, 22:56
При открытии tap файлов в Candle и запуска фрезеровки постоянно выходит такая ошибка в первой строке.
В гугле пишут, что команда T1M6 это запуск смены инструмента на инструмент номер 1
Что от меня эта T1M6 хочет ?
- Вложения
-
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Touareg07 » 02 апр 2019, 15:42
nevkon писал(а):Из файла УП удалить всю строку — смену инструмента grbl тоже не знает насколько мне известно.
Дело в том, что у меня во всех созданных УП была эта одна и та же эта ошибка T1M6.
И получается, что нужно будет каждый раз заходить в tap-файл УП и удалять эту строку?
На фрезеровке деревяшек это не сказывалось, но узнать причину очень хочется))
-

Rom327
- Почётный участник

- Сообщения: 2848
- Зарегистрирован: 03 апр 2015, 13:23
- Репутация: 412
- Настоящее имя: Роман
- Откуда: Подольск
- Контактная информация:


Re: Подсажите по программе Candle или GrblControl
Сообщение
Rom327 » 02 апр 2019, 15:47
Touareg07 писал(а):И получается, что нужно будет каждый раз заходить в tap-файл УП и удалять эту строку?
Просто не обращай на нее внимание…
-
Touareg07
- Новичок
- Сообщения: 18
- Зарегистрирован: 28 ноя 2018, 12:21
- Репутация: 0
- Настоящее имя: Touareg07
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Touareg07 » 02 апр 2019, 16:59
Rom327 писал(а):
Touareg07 писал(а):И получается, что нужно будет каждый раз заходить в tap-файл УП и удалять эту строку?
Просто не обращай на нее внимание…
Спасибо! Понял и уже забил))
-
Zapilil
- Новичок
- Сообщения: 5
- Зарегистрирован: 22 май 2019, 19:22
- Репутация: 0
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Zapilil » 22 май 2019, 19:45
Rom327 писал(а):
arkadiy2 писал(а):Точку найти могу ( пока десятка не критично ) . Именно не знаю как продолжить программу выполнения после внезапной остановки ( номер строки тоже помню на которой прервалось ) !
В Candle все просто! Выбираешь нужную строку, перемещаясь по программе с помощью клавиш Page Up/Down — быстро, но грубо и стрелками. Затем надо нажать на 1 секунду на стрелку на кнопке «Отправить» и появится окошко с надписью «Отправить с текущей строки».
Вложение Отправить.jpg больше недоступно
Программа начнет выполнение с указанной строки. Но перед запуском неплохо бы вручную подогнать инструмент в указанную позицию, иначе возможны последствия. Например на лазерном гравере может включится лазер и прожжется полоса от текущей позиции инструмента к указанной. Но на этот случай у меня есть тумблер, выключающий лазер
Всё работало, сегодня баг какой то…остановил, обнулил, выключил, включаю…засада…раньше работало.
- Вложения
-
-
Rom327
- Почётный участник
- Сообщения: 2848
- Зарегистрирован: 03 апр 2015, 13:23
- Репутация: 412
- Настоящее имя: Роман
- Откуда: Подольск
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Rom327 » 22 май 2019, 19:58
Zapilil писал(а):Всё работало, сегодня баг какой то…остановил, обнулил, выключил, включаю…засада…раньше работало.
Тут переключи:
- Вложения
-
-
Mamont
- Мастер
- Сообщения: 1720
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 320
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Mamont » 22 май 2019, 22:57
Touareg07 писал(а):
Смотрю скрин и возник вопрос, а почему стоит «птичка» на подаче???
Насколько известно, то эта подача не работает…
Это вкл-выкл коррекции скорости перемещения
-
Zapilil
- Новичок
- Сообщения: 5
- Зарегистрирован: 22 май 2019, 19:22
- Репутация: 0
- Контактная информация:
Re: Подсажите по программе Candle или GrblControl
Сообщение
Zapilil » 23 май 2019, 07:50
Rom327 писал(а):
Zapilil писал(а):Всё работало, сегодня баг какой то…остановил, обнулил, выключил, включаю…засада…раньше работало.
Тут переключи:
При ваших настройках прога зависает и вылетает, при повторном запуске настройки которые на вашем скрине скидываются «по умолчанию»
Обновлено: 08.02.2023
В этой статье поговорим о программе Candle, о ее функциях и как ее связать со станком.
И так, что бы потом не возникло лишних вопросов в голове и недопонимая самого процесса, начнем самого начала.
Включаем станок в сеть, на плате контроллера станка нажимаем кнопку питания. Далее подключаем наш станок к компьютеру по средством USB-кабеля идущего в комплекте со станком. После чего нужно установить драйвера, они так же идут в комплекте. Убеждаемся что все в порядке, драйвер установлен:
Открываем программу Candle, о ней я говорил в стате «Мой рецепт фрезеровки печатной платы на CNC 3018. ч.1» , и видим вот такое окно программы:
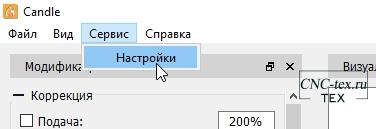
Далее нужно указать COM-порт к которому подключен наш станок. В верхней строке программы, в левом углу ищем пункт меню «Сервис», нажимаем на него, появляется пункт «Настройки» кликаем по нему мышкой и попадаем в окно настроек программы.
Интерфейс данной программы очень простой, при наведении курсора мыши на кнопку появляются подсказки в виде названия команды, разобраться новичку не составит ни какого труда.
Панель с названием «Состояние» отображает текущий статус станка, и два вида координат. Когда станок выполняет работу статус может меняться, меняется название и фон.
Что касается координат, то их тут два вида, одни машинные координаты другие рабочие.
Машинные координаты — это координаты которые программа считывает со всех шаговых двигателей во время использования станка. После того как вы включили станок, запустили Candle, установилась связь со станком, в каком бы положении не были бы стол и шпиндель, программа при подключении к нему примет эти положения за нулевые. По этому машинные координаты будут равны нулю при каждом запуске программы.
Как видно на фото положение стола и шпинделя мотора находится в свободном положении, но после запуска программа Candle приняла это положение за 0.
Рабочие координаты — тоже считываются с шаговых двигателей но их можно обнулять специальными кнопка, выставив станок после в включения в нужное нам положение и обнулив их приняв за начало всех координат, в это же время машинные координаты будут показывать перемещения по осям относительно того положення в котором был станок при включении.
Важный момент ! При гравировке на станке, управляющая программа он же G-код, за нулевое положение принимает «Рабочие координаты», все перемещение будут начинаться относительно нуля рабочих координат. Т.е. что бы фреза начала работу в нужной нам точке, сначала мы эту точку указываем в программе которая подготавливает рисунок печатной платы, а потом закрепив стеклотекстолит на рабочем столе станка, подводим фрезу в нужно нам положение и обнуляем «Рабочие координаты» . Далее по ходу статьи этот момент станет более понятным.
Панель «Управление» :
- «Домой» — автоматически выставляет станок в крайние, так скажем нулевые положения по всем трем осям , но работает в том случае если в настройках программы эта функция включена и на станок дополнительно установлены специальные концевые выключатели. У меня их нет и эта кнопка у меня не активна.
- «Z-щуп» — очень полезная функция в этой программе. Если обрабатываемая поверхность детали, как в нашем случае печатная плата, проводит электричество. Позволяет автоматически опустить ось Z максимально близко к обрабатываемой поверхности и выставить в таком положении ноль оси Z. Для этого на плате контроллера предусмотрены специальные контакты подписанные А5:
С этой панелью разобрались переходим к следующей.
На данной панели данные кнопки служат для того что им присвоить выполнении каких либо операций станком. Используя G-код, можно каждой кнопке в ручную задать те или иные команды, и когда вы нажмете на соответствующую кнопку станко их выполнит. Что бы их настроить заходим в меню » Сервис » — > » Настройки » и опускаемся до вот аткого раздела:
Я этими кнопка не пользуюсь, команды да и много полезной информации для данного станка можно нати на данном форуме .
Панель «Карта высот»
Данная функция может быть использована если обрабатываемая поверхность проводит электричество и нужно снять очень тонкий слой с поверхности. При гравировке печатной платы есть такой не приятный момент как кривизна нашего текстолита, не всегда он идеально ровный по плоскости. Что бы станок проходил на заданной (около 0,05 мм) глубине по всей поверхности равномерно без пропусков, мы будем создавать карту высот нашей заготовки и при гравировке дорожек будем ее использовать. Станок используя карту высот будет корректировать глубину погружения фрезы. Более подробно как ее создавать и использовать будет в следующей, финальной статье, так как рассказывать придется много. Теперь мы знаем что эта функция есть и она нам очень будет нужна.
Панель «Шпиндель»
Данная панель позволяет в ручную включить шпиндель мотора, посмотреть правильно ли мы установили фрезу, нет ли биений. Та же перемещая ползунок можно менять обороты, честно сказать они здесь указываются условно и плавной регулировки их я не заметил. В каком бы положении не был бы ползунок оборотов после выключения мотора, это ни как не скажется при выполнении программы обработки поверхности. Ранее сгенерированные файлы с G-кодом уже в себе несет данные о оборотах шпинделя во время гравировки нашей платы.
Панель «Перемещение»
При помощи кнопок на данной панели можно в ручную перемещать фрезу и стол. Кнопки Z+, Z-, X-, X+ перемещаю фрезу, Y+, Y- перемещают стол.
Пункт «Шаг:» — позволяет задать на какое расстояние мм. переместится фреза если один раз нажать на кнопку перемещения по выбранному из шести направлений. Если в пункте из выпадающего меню выбрать «Непрерывно» то перемещение будет до тех пор пока вы держите кнопку нажатой.
Пункт «Подача» — задает скорость перемещения в мм/мин. Чем больше это значение тем быстрее станок двигает столом или фрезой.
Кнопкой «Стоп» можно остановит перемещение в том или ином направлении.
Нужно быть предельно осторожным при ручном управлении!
Если поставить большую скорость перемещения (подача) и шаг, то можно не успеть среагировать и нажать на кнопку «СТОП». Станок будет выполнять команду до тех пор пока шаговые двигатели не пройдут все шаги задания, и может упереться в одно из крайних положений не закончив движение, что крайне нежелательно и может привести к поломке элементов направляющих осей или фрезы. Если перемещение будет идти вниз по оси Z, фреза упрется в стол и под действием силы шагового двигателя поломается.
Для грубого позиционирования фрезы на плоскости XY я ставлю Шаг: Непрерывно , Подача: 1000. Потом меняю эти значение на Шаг: 1 , Подача: 100, для более точной подгонки.
Для позиционирования фрезы по оси Z в начале: Шаг: 1 , Подача: 100.
Как только до поверхности остается около 2-3мм. подгоняю фрезу к поверхности Шаг:0,1, затем более точно Шаг:0,01.
Это были лично мои рекомендации, Вы же можете делать как вам удобней.
Все эти настройки действую только на ручное управление, во время гравировки у станка свои значения из файла с G-кодом.
С ручным управлением мы разобрались, теперь познакомимся с рабочим полем программы.
Candle. Управляющая программа для ЧПУ плоттера на Arduino.
Управляющих программ для ЧПУ станка много, в прошлой статье рассказывал про программу «Universal G-codeSender», но так как она плохо работает на операционной системе Windows, сегодня буду пользоваться программой «Candle». Она достаточно стабильная и полностью на русском языке.
Для того чтобы скачать программу Candle, в поиске «Яндекс» указываем фразу «Candle cnc». Приходим на GitHub.
Прокручиваем страницу вниз, до раздела «Downloads», тут можно скачать beta версию «Version 1.2b release» или стабильную версию «candle_1.1.7.zip». Буду использовать версию 1.2b. Я не обнаружил в работе данной версии серьёзных ошибок.
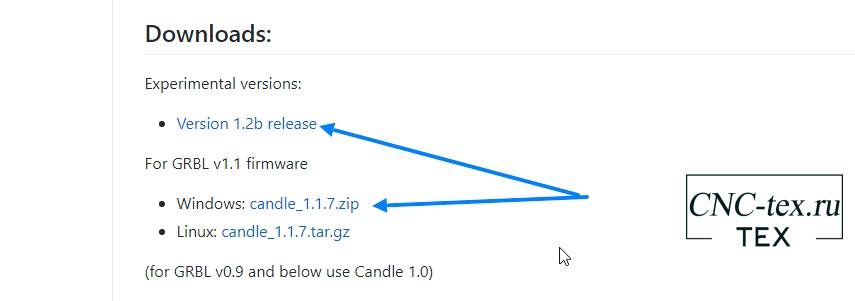
Программу нужно скачать, разархивировать и запускать прям из папки. Программа не требует установки на ваш ПК.
Работа в программе Candle.
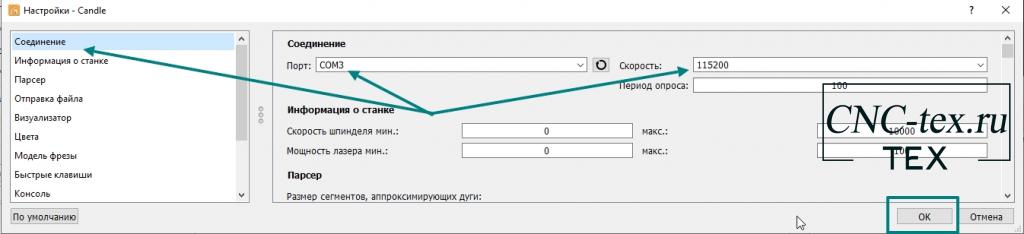
Запускаем программу, для начала работы нужно произвести настройки подключения к станку. Для этого перейдём в пункт меню «Сервис-> Настройки».
Тут нам необходимо настроить соединение со станком. Для этого выбираем порт, к которому подключен станок и указываем скорость «115200». Нажимаем «ОК».
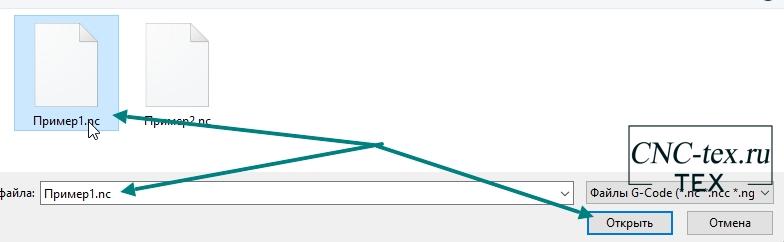
Для того чтобы открыть файл для гравировки, внизу программы есть кнопка «Открыть», при нажатии на которую откроется окно выбора файла.

Выбираем файл «Пример1.nc».
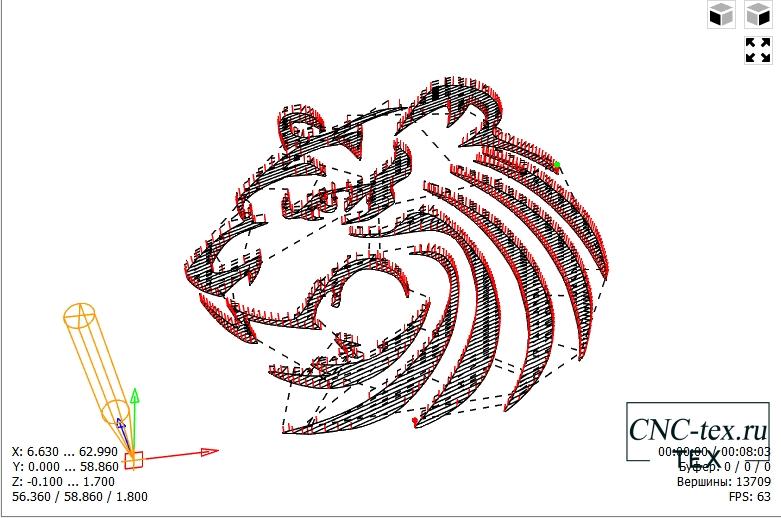
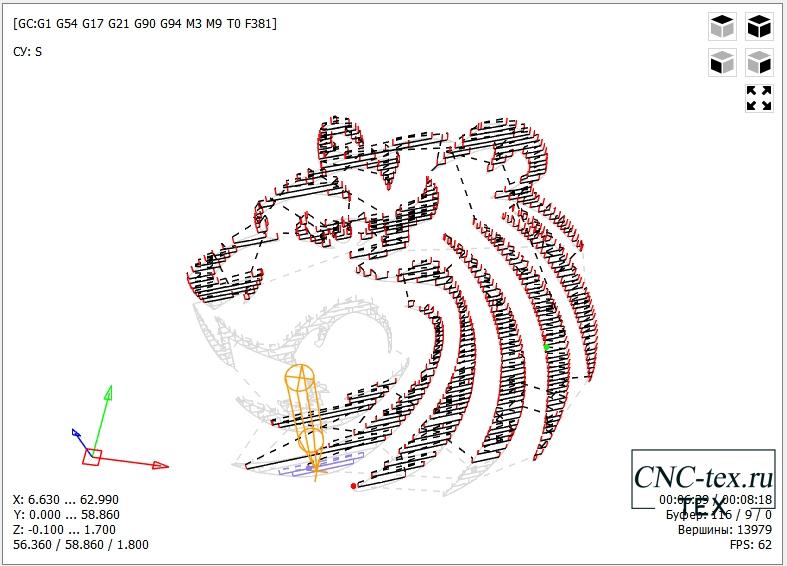
На рабочем поле программы увидим знакомый эскиз гравировки, с траекториями всех передвижений.
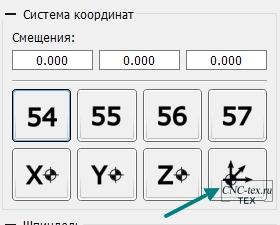
Перед началом гравировки нужно обнулить оси.
Серым цветом отображается обработанная часть детали. А фиолетовым код загружен в буфер Arduino и ожидающий очереди на обработку.
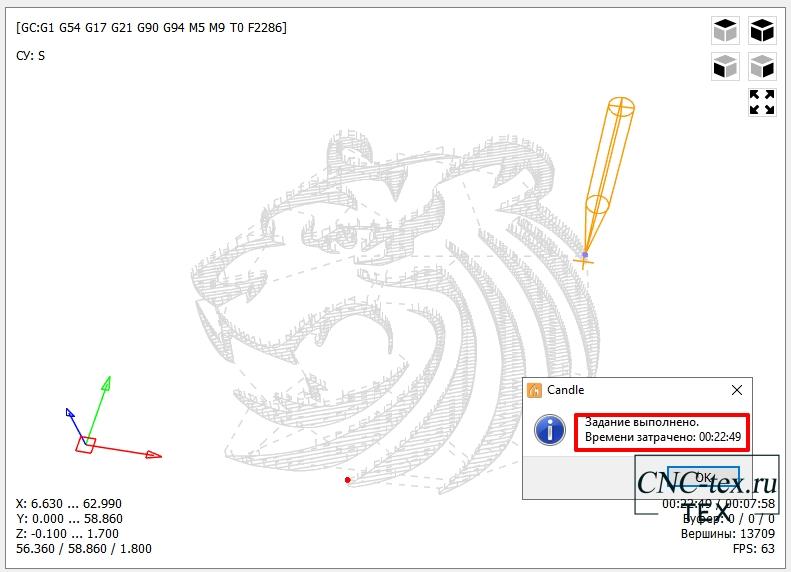
По завершению, вы увидите информацию о том, что обработка завершена и время, за которое была выполнена гравировка.
ВНИМАНИЕ. Возможно программа не будет выполняться и просто остановиться. Это связанно с тем, что программа Carbide Create добавляет команду M0 . И наш интерпретатор не понимает, что от него требуется. Для устранения данной ошибки, открываем файл «Пример1.nc» в любом текстовом редакторе и удаляем строку « M0 ;T324 ». Она чаще всего располагается в 5 строчке кода. Сохраняем файл.
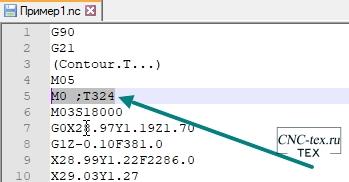
Проблема устранена. Можно рисовать наше изображение на плоттере.
Результат работы плоттера на Arduino.
В итоге наших манипуляций мы получаем вот такой результат.

Тут, как всегда, подвела ручка и местами нарисована не очень яркая штриховка. Но будем считать это так задумано.
Вывод.
Данный способ создания G-Code не единственный и возможно не самый оптимальный, но на мой взгляд достаточно прост, и он нам еще пригодиться в следующих проектах.
Также планирую написать пару статей про другие способы создание G-Code для плоттера на Arduino. А также загрузить другую GRBL прошивку в Arduino.
Понравился проект G-Code для плоттера на Arduino? Не забудь поделиться с друзьями в соц. сетях.
А также подписаться на наш канал на YouTube, вступить в группу Вконтакте, в группу на Facebook.
Создаем G-code для плоттера в программе Carbide Create.
Для того чтобы создать G-code для плоттера, воспользуемся программой Carbide Create. Данная программ позволяет создавать G-code для фрезерных ЧПУ станков. Для наших целей её тоже можно использовать, но с определёнными ограничениями, о которых расскажу по мере их возникновения.
Для того чтобы скачать программу, в поиске «Яндекс» указываем название программы «Carbide Create». Переходим на сайт разработчика.
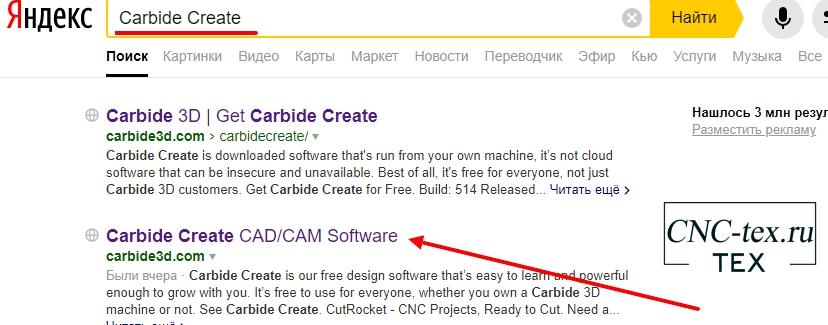
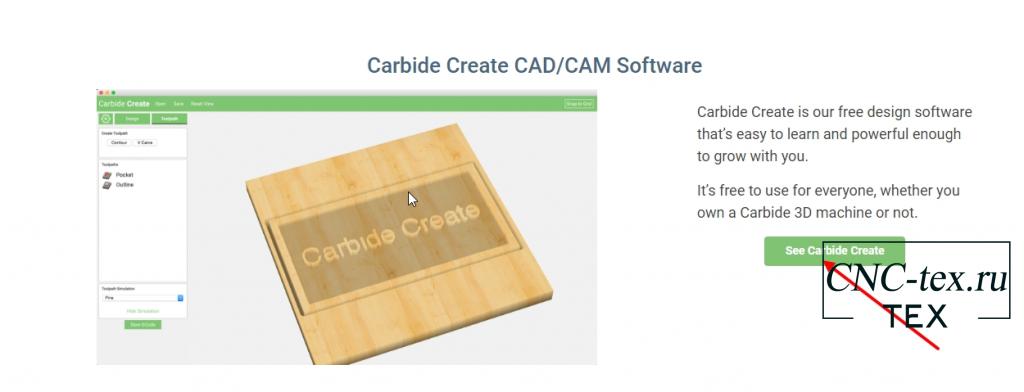
Прокрутив страницу ниже, вы увидите заголовок «Carbide Create CAD/CAM Software». Нажимаем на кнопку «See Carbide Create», чтобы подробнее почитать о программе.
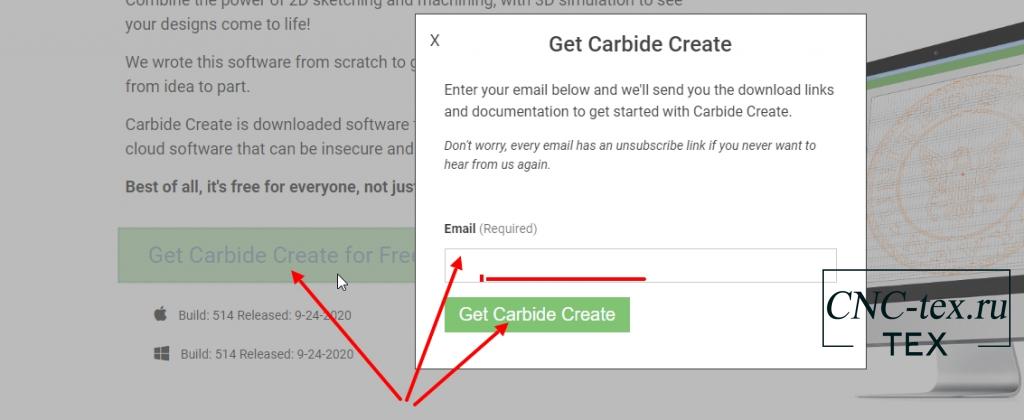
На странице программы нужно нажать на кнопку «Get Carbide Create for Free». В открывшемся окне указываем свой e-mail и нажимаем на кнопку «Get Carbide Create».
После чего вы получите письмо, на указанный ранее электронный адрес. В письме будет ссылка на скачивание программы «Click here to download Carbide Create».
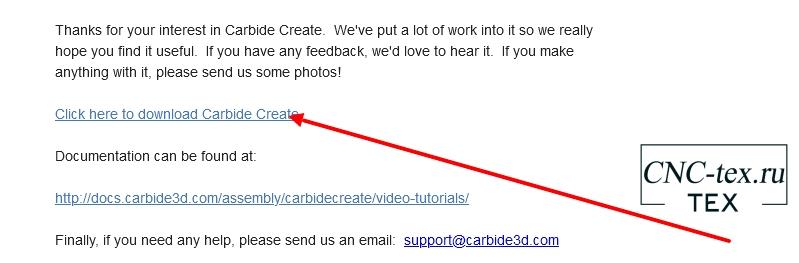
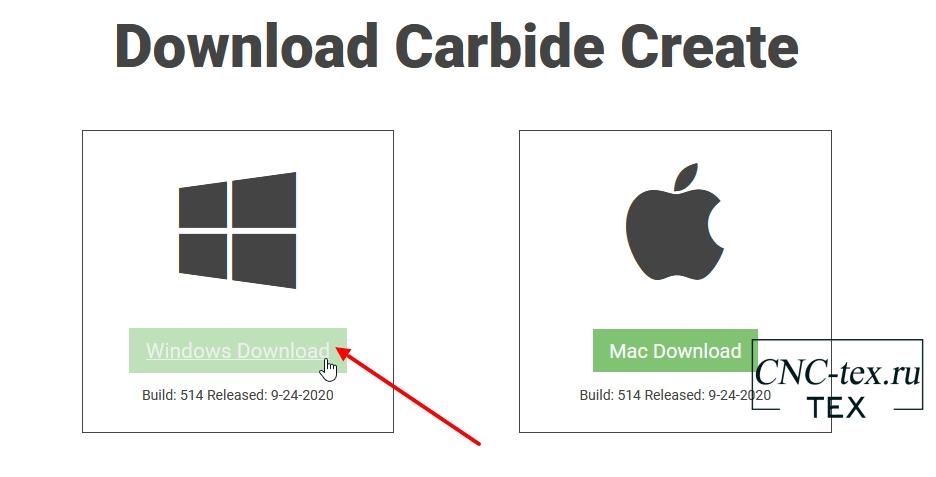
После нажатия на которую вы сможете скачать программу для вашей операционной системы. К сожалению, для Linux версии нет.
Создание G-Code в программе Carbide Create.
Запускаем программу Carbide Create и выполним настройки. Для этого нажмем на иконку шестеренки, в блоке кнопок «Setup».
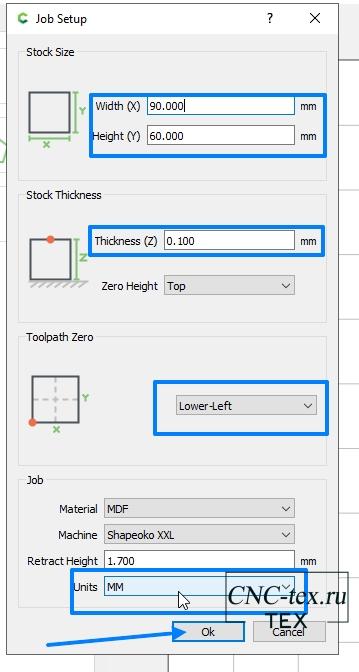
В открывшемся окне первым делом нужно настроить единицы измерение «мм», внизу окна и нажать на кнопку «Ок». Затем повторно открыть данное окно и произвести настройки размера рабочего поля станка. Поднятие оси Z, толщину заготовки и нулевую точку, в левом нижнем углу. Сохраняем настройки.
Затем загрузим векторное изображение, которое мы создали в программе Inkscape. Для этого в меню выбираем «File-> Open…».
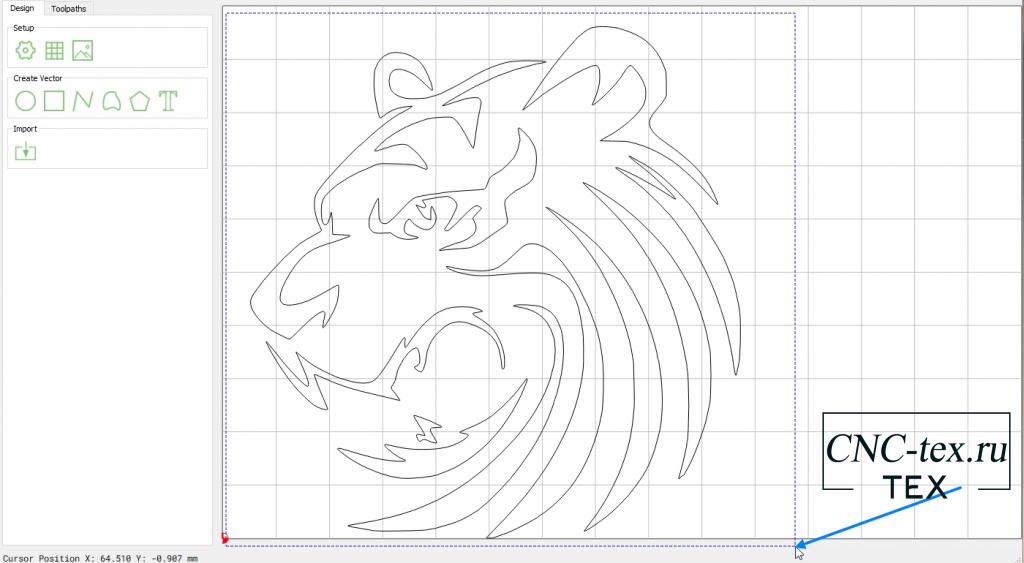
Выбираем файл «Пример1» и нажимаем на кнопку «Открыть».

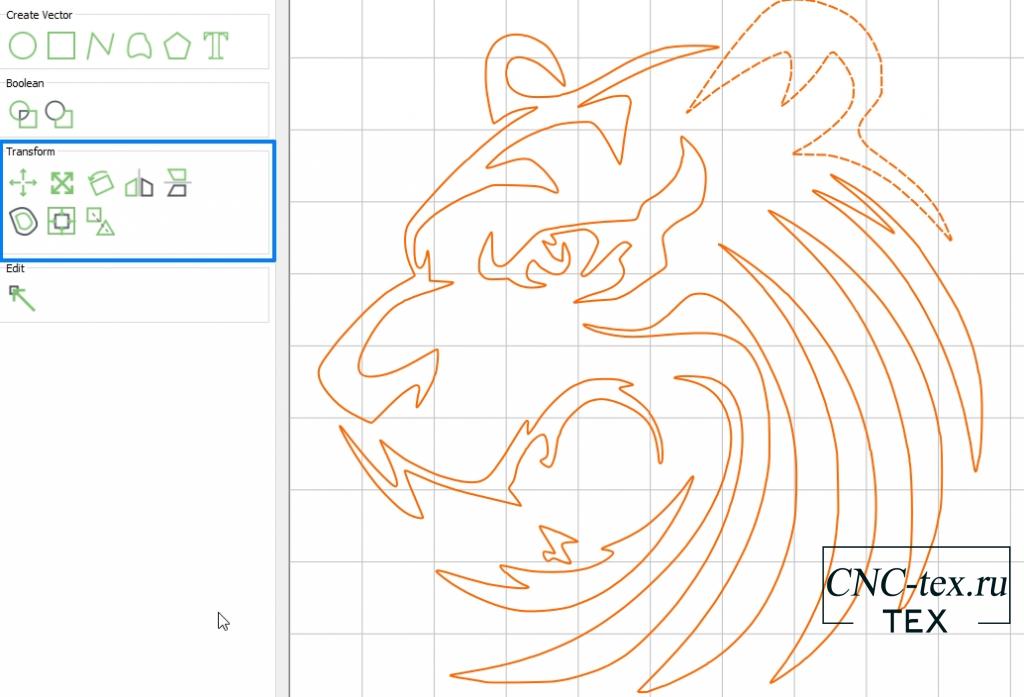
Чтобы начать работать с нашим изображением выделяем его.
На панели «Transform» находятся инструменты, которые позволят перемещать, вращать, изменять размер изображения.
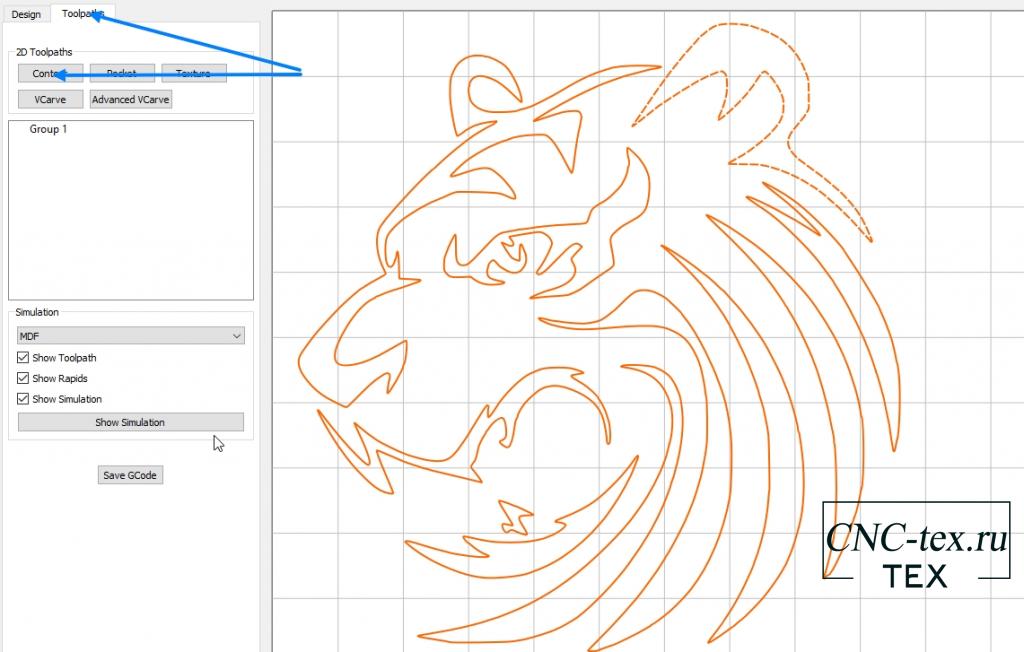
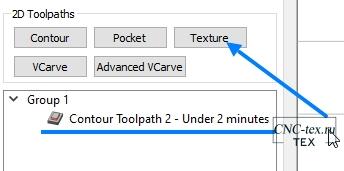
Для создания G-Code необходимо перейти во вкладку «Toolpaths». Здесь на панели «2D Toolpaths», можно выбрать вид обработки. Нас интересует «Controur».
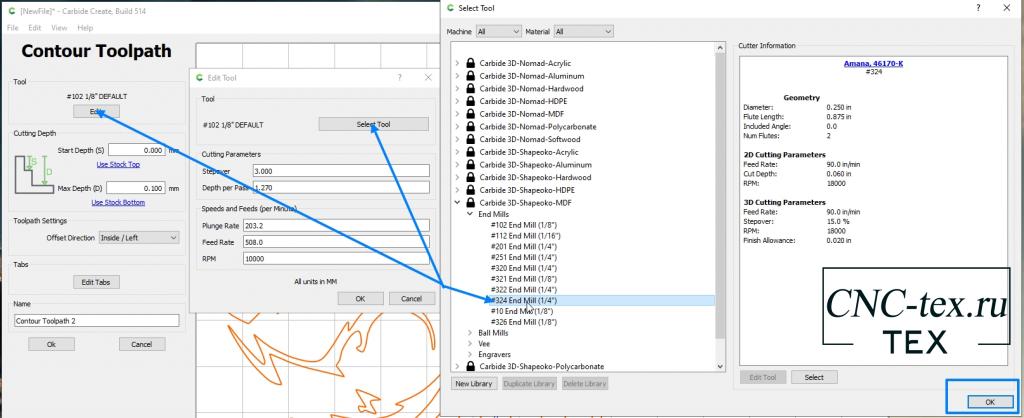
В открывшемся окне настройки обработки, нужно выбрать инструмент обработки. В программе обширная библиотека фрез. Выбираем любую с максимальной скоростью обработки, так как вручную задать скорость обработки мы не можем. Это один из основных минусов данной программы для создания кода, для плоттера. Но при этом большой плюс для составления управляющей программы для фрезерного станка.
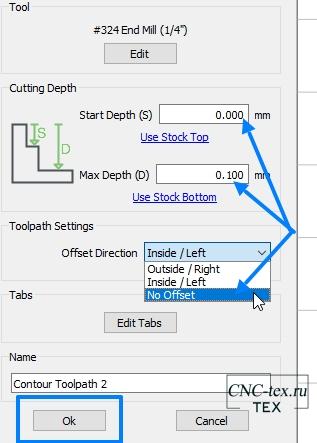
После выбора инструмента, нужно указать высоту по оси Z и обработку по линии, и нажать на кнопку «Ок».
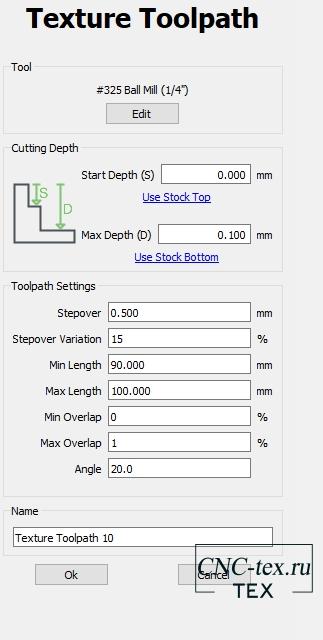
Обработка по контру создана. Сейчас нам нужно создать заштриховку. Для этого будем использовать операцию выборки для фрезерного станка.
В окне настройки, указываем параметры как на картинке. Это позволит сделать обработку максимально быстро.
Мы добавили 2 операции обработки, в конце каждой операции указанно ориентировочное время выполнения в минутах.
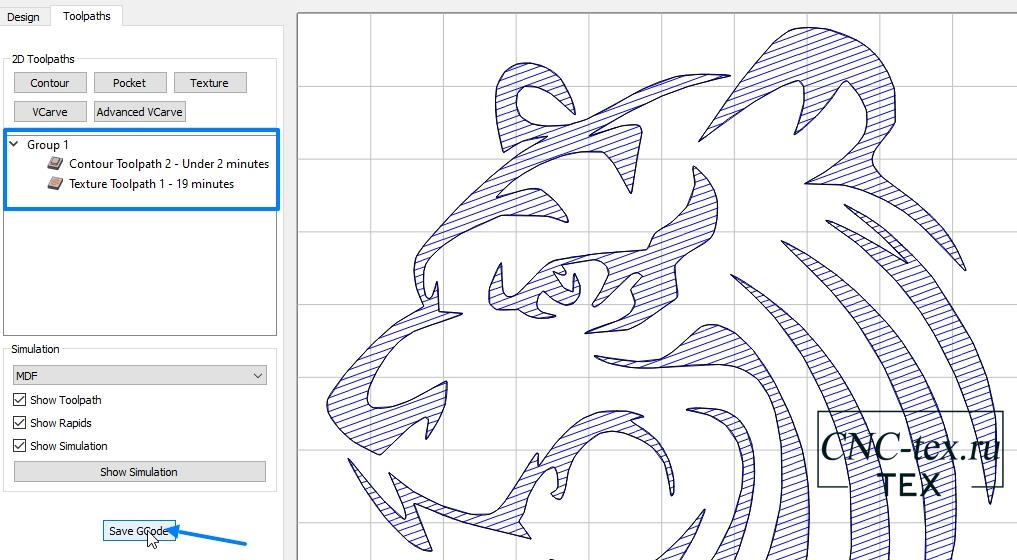
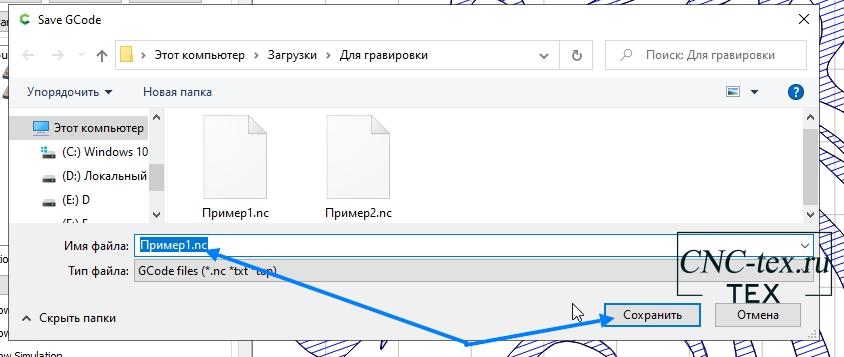
Для создания G-Code нажимаем на кнопку «Save GCode», указываем название файла «Пример1.nc» и сохраняем его.
G-Code готов, сейчас можно проверить что у нас получилось, но для этого понадобится управляющая программ для ЧПУ станка.
Мой рецепт фрезеровки печатной платы на CNC 3018. ч.1 (обзор необходимых программ)
Всем доброго времени суток. Как и обещал делюсь своим рецептом изготовлении печатных плат на этом замечательном станке.
И так для начала определимся с программами которые будем использовать:
Sprint-Layout 6.0 — довольно мощный инструмент для трассировки печатных плат. Удобный, простой интерфейс, куча библиотек под разные компоненты. Один из лучших софтов без заморочек. Один минус, нет автоматической трассировки дорожек и редактора принципиальных схем. Для повседневных задач, не больших схем очень даже, я часто им пользуюсь.
CopperCAM — программа переводит gerber файл (по простому рисунок дорожек) нашей печатной платы в набор команд для гравировального станка CNC 3018. Интерфейс английский, но есть умельцы которые пытаются перевести ее на русский язык. Довольно таки мощный инструмент. Позволяет фрезеровать дорожки либо по контуру либо выбирать медь с текстолита, но такой вариант фрезеровки требует гораздо больше времени на обработку печатной платы.
Candle — программа для управления самим станком с компьютера. Данная программа использует ранее созданный в CopperCAM файл с G-кодом и транслирует его на станок. Так же Candle имеет разные настройки при использовании гравера. Одной из интересных опций могу отметить создание карты высот обрабатываемой поверхности, что позволяет определить кривизну печатной платы и с минимальным расхождением фрезеровать дорожки на заданной глубине.
Ну вот, с программами вроде бы определились, теперь перейдем к режущему инструменту. Я экспериментировал с разными типами фрез и рассуждаю с точки зрения своего опыта. Фрезы бываю разной формы, диаметра, и прочими тех. характеристиками, которые можно использовать на данном станке. Остановимся на трех видах которые я использую.
Первый вид самый распространенный, идет в комплекте со станком это так называемые V — образные, конусные фрезы, он же гравер, в общем кто как его зовет. Диметр хвостовика 3,175 мм, под патрон ER11 который идет в этом станке, с углом 30 градусов и диметром режущей части фрезы 0.1 мм. У китайцев они продаются пачками, брать дорогие не советую. Первое время работы со станом не исключены ошибки, а фрезы очень хрупкий инструмент. Неверное движение и рабочая часть фрезы обломлена, и у вас на руках теперь не 0.1 а целых 0.5 а может и 1 мм )).
Данными фрезами из комплекта я работаю до сих пор, сломал только две штуки и то по не внимательности.
Спустя время я заказа вот такой вид фрез:
Пришли фрезы каждая в свой коробочке. У них так же хвостовик 3,175 мм, угол я брал 30, 45 и 60 градусов с диаметром рабочей части 0,1 мм. Не плохи фрезы, фольгу грызут без задиров.
Ну и третий тип фрез это так называемая «кукуруза», данной фрезой хорошо производить обрезку печатной платы по контуру, фрезеровку и сверление отверстий в плате.
Пришли фрезы в такой коробочке, я брал одного диметра 0.8 мм. Режут платы на ура, отверстия тоже хорошо сверлят и фрезеруют. Очень удобные, не нужно менять инструмент, загнал сверловку отверстий в программу и поехали, потом сменил программу на обрезку и на выходе плата с отверстиями и ровно обрезанная по контуру. Думаю кто пилил ножовкой или резал ножницами по металу платы меня поймут.
Думаю на сегодня все, материала много в одной статье все не охватишь, да и читать долго устанешь. В следующей статье рассмотрим экспорт рисунка печатной платы, перевод в G-код для фрезеровки на станке.
Всем до новых встреч в следующей статье. Благодарю что дочитали мою писанину до конца.)))
Мой рецепт фрезеровки печатной платы на CNC 3018. (ФИНАЛ)
Ну вот мы и добрались до финала статей » Мой рецепт фрезеровки печатной платы на CNC 3018″. Что бы было понятно о чем пойдет речь в этой статье, предлагаю пройтись по прошлым выпускам и подробно их изучить:
Переходим к самому процессу гравировки платы.
Для работы функции Z-щуп, и создании карты высот поверхности обрабатываемого стеклотекстолита, нужен надежный контакт нашей платы с одним из «крокодилов» подключенных к порту A5 контроллера нашего CNC3018. В таких случаях когда кусок стеклотекстолита не большего размера и подлезть «крокодилом» к нему не удобно, я в углу припаиваю кусочек предварительно залуженного провода.
Так же я предлагаю сделать так называемый «жертвенный стол» . Что бы не боятся за целостность основного алюминиевого стола станка и фрезы во время фрезеровки печатной платы.Из обрезка ламината и 4-ч болтов с гайками-«барашек» сделал вот такой «жертвенный столик»:
В алюминиевом профиле станка, есть пазы в которые хорошо заходят мебельные болты М6 без граней на шляпке. Разметив кусок ламината, просверлил отверстия под болты. Установил боты на свои места слегка наживил гайки, заправляю болты одной стороны в пазы стола станка, сдвинув ламинат в сторону заправляю болты с дрогу стороны. Центрую жертвенный столик и затягиваю гайки.
Заготовку из текстолита креплю к столику двухсторонним скотчем, продается во всех строительных магазинах. Он хорошо фиксирует текстолит и после обработки легко счищается с поверхности как стола так и платы. Скотч я наношу по всей поверхности платы если она маленькая, или по краям и середине если плата большая. Главное добиться того что бы плата не где не прогибалась от нажатия на нее пальцем.
Поиск картинки для гравировки на плоттере.
В поиске нужных картинок для гравировки, нам поможет поисковая система «Яндекс». В строке поиска вбиваем фразу «картинки для гравировки лазером».
После чего переходим в «Яндекс картинки». Конечно, можно искать сразу в «Яндекс картинках». Для более качественного поиска настроим фильтр, во вкладке «Тип» выберем «С белым фоном».
После сортировки нам выдаст результат: черные картинки с белым фоном. Из данного набора, можно нарисовать на плоттере любую картинку, но лучше искать сегментные изображения. Сегментные картинки состоят из отдельных частей, которые не пересекаются с другими и имеют небольшие размеры, относительного общего размера изображения. Такие картинки красиво гравируются на плоттере и лазерном гравировальном станке.
Нажимаем на кнопку «Открыть», для выбранного изображения. Оно откроется в новом окне, на черном фоне.
После чего кликаем по картинке правой кнопкой мыши и выбираем «Сохранить изображение как …», выбираем место куда сохранить. Если у вас браузер не спросил куда сохранить файл, то сохранение произойдёт в автоматическом режиме в папку «Загрузка».
Программа Inkscape поможет преобразовать растровое изображение в векторное.
На сайте переходим в раздел «Download».


Далее нужно выбрать для какой операционной системы скачиваем программу, я выбираю Windows.
Выбираем разрядность вашей ОС. У меня 64-bit.
Скачиваю установочный файл .exe. Установка программы не сложная и проходит в несколько кликов.
Настройка программы Inkscape.
Для комфортной работы с программой настроем её. Для этого переходим в раздел меню «Файл-> Свойства документа…».
Выбираем единицы измерения «mm». Настраиваем размер рабочего пространства, по размерам рабочей зоны плоттера. У меня ширина 90, высота 60 мм.
Полученный шаблон сохраняем, чтобы в дальнейшем не настраивать данные параметры.
Преобразуем растровое изображение в векторное в программе Inkscape.
Перетаскиваем в программу изображение, которое мы скачали ранее. У вас появиться окно «Импорт растра в формате jpeg», тут ничего не меняем, нажимаем на кнопку «ОК».
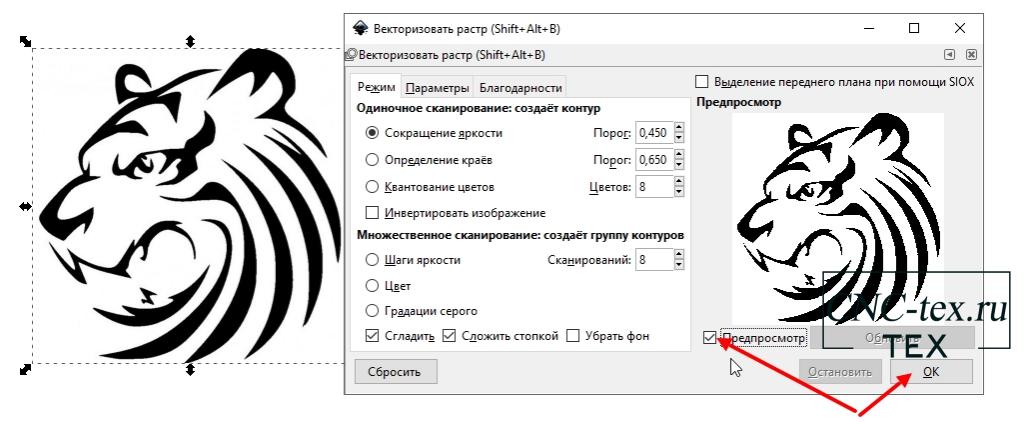
Для того чтобы растровое изображение преобразовать в векторное, необходимо выделить картинку и выбрать пункт меню «Контур -> Векторизовать растр…».
Откроется всплывающее окно. Тут можно поиграться с настройками, для просмотра результата нужно поставить галочку «Предпросмотр». После чего нажимаем кнопку «ОК».
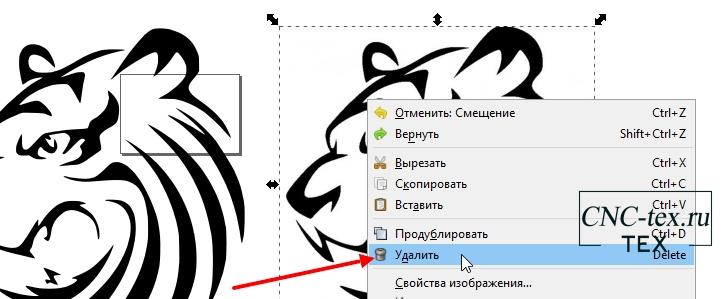
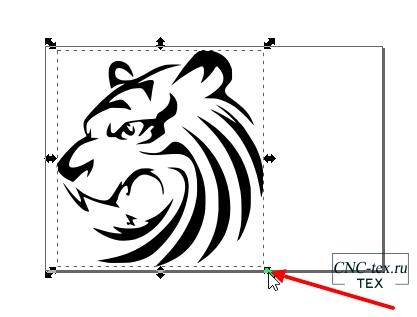
Растровое изображение можно удалить, оно нам больше не понадобиться.Изменяем масштаб полученного изображения, чтобы оно помещалось в наше рабочее поле. Для пропорционального изменения размера, нажмите клавишу «Ctrl» и не отпуская, потяните за любой угол изображения.
Последнее, что нам нужно сделать, это оконтурить объект. Для этого переходим в меню «Контур-> Оконтурить объект».
Полученное изображение сохраняем в формате .svg, под название «Пример1».

Векторное изображение готово, сейчас приступим к созданию G-Code для плоттера.
ПОМОГИТЕ Начало работы на CNC 3018

Всем привет и прошу помощи!
Пользуюсь прогой Candle и не понятны такие вопросы:
1. Кнопка «Домой» — как я понимаю, то шпиндель должен идти в начальную
нулевую точку и если так, то почему у меня эта кнопка не работает .
2. Ползунок «Скорость шпинделя» не изменяет положение(или в левом положении
остановка или в правом включение мотора шпинделя). Это у всех так или только у меня.
3. Галочка в разделе Подача-Переопределить. Что и для чего именно этот ползунок и у всех ли работает это.
4. Сегодня ч/з два часа фрезировки cnc3018 споймал глюк и шпиндель стал крутиться на одном месте. Что далее делать, чтобы спасти потраченное время?
— как продолжить именно с этого места где станок споймал глюк .
— как начать точно с той же нулевой точки откуда станок начинал фрезировку.

Заранее всем благодарен за ПОЛНЫЕ и ПОЛЕЗНЫЕ ответы и советы.
G-Code для плоттера на Arduino.
Как собрать ЧПУ плоттер рассказывал в прошлой статье. Сегодня рассмотрим процесс сознания G-Code для плоттера на Arduino, от поиска картинки, до готовой гравировки. Для этого будем использовать несколько программ: Inkscape, Carbide Create, Candle. Для того, чтобы сделать гравировку, нужно нарисовать векторное изображение самостоятельно или найти готовый рисунок в интернете.
Читайте также:
- Neverwinter nights enhanced edition как играть по сети на пиратке
- Из чего сделан костюм ассасина
- Как создали интернет без интернета
- Как победить харона в god of war
- Как вступить в дпс в некст рп
Error 0 – STATUS_OK
All Good, This is an error code suggesting that there is NO error
Error 1 – STATUS_EXPECTED_COMMAND_LETTER
Gcodes should start with a Letter, what ever was just sent to GRBL did not
Error 2 – STATUS_BAD_NUMBER_FORMAT
The number part of the Gcode was invalid
Error 3 – STATUS_INVALID_STATEMENT
Usualy a bad GRBL Specific $ instruction
Error 4 – STATUS_NEGATIVE_VALUE
Negative value received for an expected positive value.
Error 5 – STATUS_SETTING_DISABLED
A call to a disabled function was issued – EG you issued $H for homing but your $20 (homing enable) parameter is set to 0 (off)
Error 6 – STATUS_SETTING_STEP_PULSE_MIN
Your $0 (step pulse time) is to short, set it back to its default value, $0=10
Error 7 – STATUS_SETTING_READ_FAIL
Corrupt EEPROM values, you will need to reconfigure all your $ values as they have been reset to default – this time once you have worked them all out, make a copy! This is a rare error.
Error 8 – STATUS_IDLE_ERROR
You have issued a command only allowed when the machine active state is Idle. Example you sent $$ while the Active state was run (job was in progress)
Error 9 – STATUS_SYSTEM_GC_LOCK
machine is locked in error of some sort, and you tried to issue a movement command. Did you forget to $X the machine? Or is it sitting on a Limit Switch?
Error 10 – STATUS_SOFT_LIMIT_ERROR
You will see this if you try to enable soft limits without also enabling homing cycle. Soft limits cannot work unless you first home the machine so it knows where it is!
Error 11 – STATUS_OVERFLOW
GRBL has a max number of charactors it will accept in one command, it received on that was too long – often happens when CAM software puts long comments in file
Error 12 – STATUS_MAX_STEP_RATE_EXCEEDED
You tried to set a Step rate that was too high, look at your $110, $111,$112 values!
Error 13 – STATUS_CHECK_DOOR
You have the safety door funtion turned on and it is showing not closed…close it
Error 14 – STATUS_LINE_LENGTH_EXCEEDED
You should not see this error and if you do you should know what it means!
Error 15 – STATUS_TRAVEL_EXCEEDED
You have got soft limits turned on and configured, and the job your trying to run is larger than you have told grbl that your machine actualy is. Either fix your soft limit values and if they are correct, look at why your cam setup is trying to use more space than you actually have.
Error 16 – STATUS_INVALID_JOG_COMMAND
Jogging command issued was not valid, possibly forgot the =… part
Error 17 – STATUS_SETTING_DISABLED_LASER
Probrably happened when you turned on $32 wthout enableing PWM – We don’t know a lot about this error – email us if you work it out and we can add it to this list
Error 20 – STATUS_GCODE_UNSUPPORTED_COMMAND
Unsupported or invalid g-code command found in block.
Error 21 – STATUS_GCODE_MODAL_GROUP_VIOLATION
Read: http://linuxcnc.org/docs/html/gcode/overview.html#_modal_groups
Error 22 – STATUS_GCODE_UNDEFINED_FEED_RATE
You cannot issue a movement if no feed rate has been set – so issue something like F1000 (feed at 1000mm/min) before sending a movement command. You will likely only see this error when bashing stuff into the command prompt and not when using a gui
Error 23 – STATUS_GCODE_COMMAND_VALUE_NOT_INTEGER
Look into the command you sent, did it include a non integer value?
Error 24 – STATUS_GCODE_AXIS_COMMAND_CONFLICT
Two G-code commands that both require the use of the XYZ axis words were detected in the block.
Error 25 – STATUS_GCODE_WORD_REPEATED
A G-code word was repeated in the block.
Error 26 – STATUS_GCODE_NO_AXIS_WORDS
A G-code command implicitly or explicitly requires XYZ axis words in the block, but none were detected.
Error 27 – STATUS_GCODE_INVALID_LINE_NUMBER
N line number value is not within the valid range of 1 – 9,999,999 – why not turn off line numbers in your CAM software
Error 28 – STATUS_GCODE_VALUE_WORD_MISSING
A G-code command was sent, but is missing some required P or L value words in the line.
Error 29 – STATUS_GCODE_UNSUPPORTED_COORD_SYS
Grbl supports six work coordinate systems G54-G59. G59.1, G59.2, and G59.3 are not supported.
Error 30 – STATUS_GCODE_G53_INVALID_MOTION_MODE
The G53 G-code command requires either a G0 seek or G1 feed motion mode to be active. A different motion was active.
Error 31 – STATUS_GCODE_AXIS_WORDS_EXIST
There are unused axis words in the block and G80 motion mode cancel is active.
Error 32 – STATUS_GCODE_NO_AXIS_WORDS_IN_PLANE
A G2 or G3 arc was commanded but there are no XYZ axis words in the selected plane to trace the arc.
Error 33 – STATUS_GCODE_INVALID_TARGET
The motion command has an invalid target. G2, G3, and G38.2 generates this error, if the arc is impossible to generate or if the probe target is the current position.
Error 34 – STATUS_GCODE_ARC_RADIUS_ERROR
A G2 or G3 arc, traced with the radius definition, had a mathematical error when computing the arc geometry. Try either breaking up the arc into semi-circles or quadrants, or redefine them with the arc offset definition.
Error 35 – STATUS_GCODE_NO_OFFSETS_IN_PLANE
A G2 or G3 arc, traced with the offset definition, is missing the IJK offset word in the selected plane to trace the arc.
Error 36 – STATUS_GCODE_UNUSED_WORDS
There are unused, leftover G-code words that aren’t used by any command in the block.
Error 37 – STATUS_GCODE_G43_DYNAMIC_AXIS_ERROR
The G43.1 dynamic tool length offset command cannot apply an offset to an axis other than its configured axis. The Grbl default axis is the Z-axis.
Error 38 – STATUS_GCODE_MAX_VALUE_EXCEEDED
You sent a number higher than expected, maybe for a tool change you tried to select tool 50000 or something?
ALARM 1 – EXEC_ALARM_HARD_LIMIT
Hard Limit Error, A limit switch was triggered, this always results in the end of your job. The only time a limit switch should be hit is during a homing cycle, at any other time it will stop the system. Either your machine went to far in one direction and hit a switch or you have electrical noise getting into your limit switch wiring. Do not restart your jhob without rehoming or resetting / confirming the machines position, it will unliely be correct still!
ALARM 2 – EXEC_ALARM_SOFT_LIMIT
Soft Limit Error, Either you or a Gcode file tried to send some axis past further than you have suggested it can in your $130, $131 ,$132 parameters
ALARM 3 – EXEC_ALARM_ABORT_CYCLE
The Estop was hit! Same as a hard limit, just a different button – look at details above for Alarm 1
ALARM 4 – EXEC_ALARM_PROBE_FAIL_INITIAL
Grbl was expecting your probe to be in a state other than that it is before starting a probing cycle – ie your tool is already touching the probe or similar
ALARM 5 – EXEC_ALARM_PROBE_FAIL_CONTACT
Z axis was sent down as far as it dared (instructed) and did not hit a switch. Instead of digging to china it assumes you forgot to put an aligator clip on or that something else is wrong and so stops.
ALARM 6 – EXEC_ALARM_HOMING_FAIL_RESET
Reset was issued during a homing cycle, or maybe falsely triggered by electrical noise in your system/environment if your estop button is connected to the Abort pin and not to the reset pin that is
ALARM 7 – EXEC_ALARM_HOMING_FAIL_DOOR
Safety door was opened during a homing cycle, or maybe falsely triggered by electrical noise in your system/environment
ALARM 8 – EXEC_ALARM_HOMING_FAIL_PULLOFF
Grbl tries to pull back of a switch and hit it a second time (slowly) during a homing cycle. Your Homing Pulloff value was not sufficient to enable the axis to move far enough away from the switch. Increase $27 to maybe 3 or 5mm – $27=5.000
ALARM 9 – EXEC_ALARM_HOMING_FAIL_APPROACH
When homing, grbl will not travel further than the values in parameters $130, $131 ,$132 while trying to locate a limit switch. So even if your soft limits are off, make sure these values are correct or larger than your machine. Homing fail. Could not find limit switch within search distance. Defined as 1.5 * max_travel on search and 5 * pulloff on locate phases.”
Hold 0 – Hold complete. Ready to resume
Hold 1 – Hold in-progress. Reset will throw an alarm
Door 0 – Door closed. Ready to resume.
Door 1 – Machine stopped. Door still ajar. Can’t resume until closed.
Door 2 – Door opened. Hold (or parking retract) in-progress. Reset will throw an alarm.
Door 3 – Door closed and resuming. Restoring from park, if applicable. Reset will throw an alarm.
Что такое Candle?
Candle GRBL — это бесплатное программное обеспечение для управления станками с ЧПУ. Он очень несложный и поэтому идеально подходит для новичков.
Хотя наличие только минимума функций может быть ограничением, это значительно снижает «информационную перегрузку», которая может возникнуть, если вы еще не знакомы с обработкой с ЧПУ.
Какие типы станков с ЧПУ используют программное обеспечение Candle?
Candle использует исходный код GRBL, программное обеспечение которого можно запустить с помощью аппаратного обеспечения Arduino . Таким образом, любой станок с ЧПУ, который имеет контроллер Arduino и не более 3 осей (X, Y и Z), может использовать программное обеспечение Candle для управления им.
Этот тип программного обеспечения предназначен только для хобби, поэтому в основном используется на домашних станках с ЧПУ, а также на небольших фрезерных станках с ЧПУ потребительского уровня.
Большинство граверов с ЧПУ в стиле 3018 оснащены оборудованием-клоном Arduino, поэтому они будут поставляться с копиями Candle или другого программного обеспечения на основе Grbl для управления этими станками.
Обзор интерфейса Candle
Состояние
В этом разделе показано положение шпинделя по отношению к рабочим координатам (смещения нулевой точки) и координатам станка (исходная точка станка или исходное положение станка).

Для базовых станков с ЧПУ координаты станка будут располагаться там, где находится шпиндель, когда станок включен.
Я рекомендую установить исходное положение в положительном конце хода каждой оси, возвращая станок в это положение в конце каждой программы и перед тем, как выключить станок.
Контроль
Первая кнопка — « Кнопка домой ». При правильной настройке функция «Candle Grbl домой» вернет вашу машину в заранее определенную точку, это можно использовать, если ваша машина оснащена концевыми/домашним выключателями.

Если у вас есть базовый станок, такой как гравер 3018, который не имеет концевых выключателей, вы можете игнорировать эту кнопку и вместо этого использовать «безопасное положение». Я объясню, как использовать его в качестве функции самонаведения позже в этой статье.
Следующая кнопка управления — датчик нуля Z. Плата управления Arduino имеет возможность подключения щупа.

Если он у вас подключен и настроен правильно, при нажатии этой кнопки будет прощупываться верхняя часть вашей детали, и она будет установлена в качестве точки отсчета по оси Z.
Следующие две кнопки — Zero XY и Zero Z. Их нажатие установит ваши рабочие координаты в том месте, где в данный момент находится ваш шпиндель.

Переходя к нижнему ряду кнопок управления, первая из них — « Восстановить исходное положение ». Нажатие этой кнопки восстановит ваши предыдущие рабочие смещения с помощью команды G92.

Это необходимо, если вы нажмете сброс, так как это очистит ваши рабочие координаты, а нажатие «Восстановить исходную точку» восстановит их.
Эту функцию можно использовать даже после выключения и повторного включения машины, если перед выключением вы вернули машину в исходное положение.
Примечание: Недавно у меня возникла проблема, когда Candle не помнит мои последние использованные смещения, а команда восстановления источника не работает.
«Безопасное положение» будет перемещать оси вашего станка, как указано в диалоговом окне настроек в командах безопасного положения.

Ее можно использовать в качестве кнопки исходного положения, если на вашей машине нет переключателей исходного/конечного положения. Просто откройте окно настроек и введите «G53G00G90Z0.;G53G90X0.Y0». ” в командном поле безопасных позиций.
Теперь вы можете нажать эту кнопку, и ваша машина вернется в исходное положение.
Сброс является эквивалентом аварийной остановки. Нажмите ее, и ваш станок остановит шпиндель и любые движения осей.

Разблокировка используется для того, чтобы ваша машина снова заработала после нажатия кнопки сброса

Шпиндель

В этом разделе вы можете вручную включить шпиндель и контролировать скорость шпинделя. Вы можете манипулировать ползунком, чтобы уменьшить или увеличить скорость вращения. Это используется только при ручном включении шпинделя, а не при запуске программы G-кода.
Переопределение

Этот раздел позволяет управлять скоростью подачи, ускоренной подачей и скоростью шпинделя во время выполнения программы кода G. Это действительно полезно, чтобы помочь настроить подачу и скорость, чтобы предотвратить поломку инструмента или перегрузку станка.
Чтобы использовать его, отрегулируйте ползунок, затем установите флажок, чтобы сделать изменение активным.
Перемещения
Секция Jog позволяет вам вручную управлять 3 осями вашего станка. 4 кнопки направления слева управляют осями X и Y, а две сплошные стрелки справа управляют осью Z.

Выпадающее меню «шаг» дает вам возможность управлять движением осей различными способами. При выборе «Непрерывно» оси будут перемещаться непрерывно, пока нажата кнопка направления. Движение остановится, когда кнопка будет отпущена.
Все остальные параметры представляют собой пошаговые перемещения, все они показаны в миллиметрах.
Выберите расстояние, на которое вы хотите переместиться, и нажатие кнопки направления переместит ось на выбранное расстояние.
В центре кнопок направления XY есть кнопка остановки, если вам нужно предотвратить сбой.
Следующим выбором является подача. Выберите скорость подачи, например, более медленную подачу, обеспечивающую более точное ручное управление.
Последним вариантом является флажок для включения управления с клавиатуры . Элементы управления для перемещения ваших осей следующие
ЦИФРОВОЙ БЛОК 8 = Y+ ЦИФРОВОЙ БЛОК 2 = Y- ЦИФРОВОЙ БЛОК 4 = X- ЦИФРОВОЙ БЛОК 6 = X+ ЦИФРОВОЙ БЛОК 9 = Z+ ЦИФРОВОЙ БЛОК 3 = Z- ЦИФРОВОЙ БЛОК 5 = СТОП ЦИФРОВОЙ БЛОК 7 = ДЛИНА ШАГА + ЦИФРОВОЙ БЛОК 1 = ДЛИНА ШАГА – ЦИФРОВОЙ БЛОК / = СКОРОСТЬ ШПИНДЕЛЯ – ЦИФРОВОЙ БЛОК * = СКОРОСТЬ ШПИНДЕЛЯ + ЦИФРОВОЙ БЛОК 0 = ПУСК / ОСТАНОВ ШПИНДЕЛЯ
Убедитесь, что вы не установили флажок по ошибке, так как если он установлен, вы не сможете использовать консоль.
Консоль

Эта область покажет вам команды, которые используются при нажатии любой из кнопок управления. Он также используется в качестве экрана MDI.
M Anual D ата I Nput позволяет вводить отдельные строки кода и выполнять их независимо от любого G кода программы.
Загрузите Программу G Code
Сначала необходимо создать программу, либо написав вручную использую команды G-кода, либо с помощью CAM программ.
Когда у вас есть программа, вы можете нажать «открыть» или «файл»> «открыть». Это поместит вашу программу в «очередь», готовую к отправке на ваш компьютер, когда вы нажмете «отправить».
Первые несколько строк программы должны быть видны в нижней части экрана.
Вы можете запустить программу G-кода как в метрической, так и в имперской системе, но Candle будет показывать только миллиметры в показаниях «состояния». Кажется, нет никакого способа изменить это.
Запуск программы G-кода в британских единицах приведет к созданию проекта правильного размера, если в вашей программе указан код G20 (дюймы).
Настройте Свой Станок С ЧПУ
Используйте функции толчковой подачи, чтобы расположить инструмент там, где вам нужны базовые точки по трем осям. Когда в положении нажмите Нулевой XY и нулевой Z кнопки.
Когда точки отсчета установлены, нажмите «безопасное положение», и если вы настроите его, как показано ранее в этой статье, ваша машина вернется в исходное положение.
Запустите Программу G-Кода
Как только ваша программа загружена, просто нажмите « Отправить», и машина запустит программу.

Нажатие Pause остановит движение осей без остановки шпинделя.
Если вы столкнулись с проблемой и вам нужно остановить программу, просто нажмите « Прервать», и машина полностью остановится. Затем вы можете нажать « безопасное положение», чтобы отправить машину домой, подальше от материала.
Если вы хотите перезапустить, нажмите «Сброс», чтобы вернуться к началу программы, прежде чем снова нажать «Отправить».
Визуализатор Candle
Траекториями инструментов в визуализаторе можно управлять с помощью мыши обычным способом.

Вращайте пути, удерживая нажатой левую кнопку мыши и перемещая мышь, удерживая нажатой правую кнопку для панорамирования и вращая колесо прокрутки для увеличения и уменьшения масштаба.
В правом верхнем углу окна визуализатора также есть значки для размещения траекторий в типичных положениях окна просмотра.
Вывод
Я нашел это программное обеспечение легким в использовании, оно настолько простое и интуитивно понятное, что идеально подходит для новичков в ЧПУ. Он не идеален и имеет некоторые недостатки.
Это программное обеспечение идеально подходит для использования в сочетании с JCut и другими базовыми программами для генерации G-кода.
У меня было несколько глюков, когда я впервые начал использовать его. Основная проблема заключалась в том, что машина пыталась быстро выйти за пределы своих возможностей после нажатия «Прервать» и «Восстановить исходное положение». (Он вообще не должен двигаться).
Я не уверен, что я сделал, чтобы он работал правильно, но теперь он работает нормально.
Candle является бесплатным программным обеспечением, поэтому его нельзя винить, вы можете скачать его здесь.
Если вам нужен файл G-кода для тестирования вашей машины, то на сайте есть несколько примеров, которые может скачать любой желающий.