
Биение вала на электродвигателе встречается часто — особенно после длительной эксплуатации. Но, к счастью, данную проблему можно решить, не обращаясь к токарю.
Автор YouTube канала GOOD_WOOD поделился способом, как выровнять вал электродвигателя в условиях домашней мастерской без использования токарного станка. Берите на заметку.
Первое, что необходимо будет сделать перед началом работы — жестко закрепить двигатель на поверхности рабочего стола.
Это нужно для того, чтобы в процессе выравнивания вала он «не гулял» из стороны в сторону.

Читайте также:
Интересный способ гибки листового металла
Конечно, нет смысла «дырявить»для этого столешницу. Поэтому сначала надо прикрутить станину двигателя на болты с гайками к толстой доске. А затем доску можно будет прикрепить к столу с помощью струбцин.


Советуем также прочитать статью: как сделать переносной складной столик для работы в домашней мастерской или в гараже. Очень полезная самоделка, которая сэкономит место, если помещение небольшое.
Выравнивание вала двигателя
Основная работа заключается в обтачивании вала двигателя с помощью болгарки и отрезного круга. Необходимо предельно аккуратно сошлифовать неровность.

Читайте также:
Как из обычных гвоздей сделать крепеж ручки ножа

Обратите внимание: для данной работы желательно использовать отрезные диски толщиной не менее 2,2 мм. Лучше всего подойдет диск толщиной 3 мм.
Включаем электродвигатель, потом включаем болгарку, и потихоньку, без особого нажима, касаясь поверхности вала, обрабатываем его.
Подробно о том, как выровнять кривой вал электродвигателя, можно посмотреть в авторском видеоролике.
 Как выровнять вал двигателя без токарного станка своими руками
Как выровнять вал двигателя без токарного станка своими руками
Задать вопрос


Как выпрямить вал электродвигателя
Повреждение подшипников электродвигателей в наиболее тяжелых случаях сопровождается искривлением вала ротора. Искривление вала вызывается тем, что при выходе из строя подшипника из-за проседания или сильной вибрации ротора происходит задевание вращающегося вала за уплотнение подшипника. В первый момент вал задевает за уплотнение одной стороной. Это приводит к одностороннему нагреву вала, что вызывает в месте нагрева расширение внешних слоев металла и I изгиб вала, обращенный выпуклостью в сторону задевания. Появление изгиба в свою очередь увеличивает задевание и местный нагрев вала. Вибрация ротора усиливается. Искривление вала растет. Если электродвигатель не будет отключен персоналом, то неизбежно произойдет задевание бочки ротора за статор, заканчивающееся повреждением железа и обмотки статора и отключением электродвигателя от защиты.
Если задевание было не сильным И не продолжитель-ным , то после остывания вал может выправиться, или остаточное искривление будет незначительным. Прц сильных задеваниях остаточное искривление будет большим.
В некоторых случаях искривление вала происходит в результате нагрева вала из-за провертывания на нем внутреннего кольца подшипника качения.
Для определения величины искривления вала ротор устанавливается на токарный станок так, чтобы бон шеек на концах вала по индикатору не превышал 0,02— 0,03 мм. Затем индикатором проверяют бой вала вблизи места его нагрева и в местах ступенчатого изменения его диаметра. Проверяется также бой бочки ротора вблизи обоих торцов. При замере определяются и отмечаются точки окружности на валу, дающие наибольшее отклонение стрелки индикатора. Наибольшее отклонение стрелки индикатора по часовой стрелке соответствует максимальной выпуклости вала, а наибольшее отклонение против часовой стрелки — максимальной впадине вала в данном сечении.
Для роторов со скоростью вращения 3 000 об /мин допустимо искривление вала до 0,03 мм, т. е. бой вала по индикатору допустим до 0,06 мм. Для роторов со скоростью вращения 1 500 об /мин и ниже бой вала по индикатору допустим до 0,10 мм.
При небольших искривлениях вала (до 0,12 мм в электродвигателях со скоростью вращения 3 000 об /мин ) в некоторых случаях вместо правки можно ограничиться балансировкой ротора. При искривлениях вала больше 0,12 мм могут оказаться недостаточными зазоры в уплотнениях подшипников, а увеличивать их не рекомендуется. Балансировка может быть затруднена невозможностью разместить на роторе балансировочный груз достаточного веса. Бой бочки ротора — и это, пожалуй, наиболее существенно — может привести к недопустимой несимметрии воздушного зазора между ротором и статором. Иногда бой бочки ротора устраняют проточкой ее. Но при этом уменьшается диаметр бочки ротора, увеличивается воздушный зазор между ротором и статором, повышается ток холостого хода и уменьшается пусковой момент. Поэтому прибегать к проточке бочки ротора не следует.
Правка вала может производиться путем местного нагрева, механическим или термомеханическим способом. При местном нагреве правка вала производится путем нагрева его с выпуклой стороны.
Ввиду сравнительно небольшого диаметра валов электродвигателей их правка при помощи местного нагрева без применения механического нажима при значительных искривлениях не всегда удается. Для механического нажима требуется изготовить раму с козлами и нажимное приспособление, что усложняет правку.
Поэтому правку валов электродвигателей наиболее целесообразно выполнять механическим способом.

Правка вала механическим способом. Ротор в этом случае устанавливают так, чтобы вогнутой стороной вал был обращен вверх. Под вал в месте его максимального прогиба подкладывают балку или другую жесткую опору.
Исправление вала производят наклепыванием его с помощью чеканки в месте максимального изгиба, с вогнутой стороны. При наклепывании наружные слои металла расширяются и заставляют вал изогнуться в сторону, противоположную первоначальному изгибу, т. е. выправляют его.
При наклепе поверхность вала теряет цилиндрическую форму, получает вмятины. Исправлять поверхность проточкой недопустимо, так как при этом будут сняты наклепанные слои и вал вернется в прежнее положение. Поэтому наклеп нельзя производить на рабочих шейках вала и в местах расположения уплотнений подшипников. Для этого выбираются ближайшие от места максимального искривления нерабочие участки вала, желательно в местах перехода одного сечения вала в другое.
Чеканку изготовляют из зубила, сточив его острый конец, как показано на рис. 36. Края рабочего конца чеканки закругляют.
Наклеп начинают от верхней точки вала и постепенно перемещают удары вниз по окружности то с одной, то с другой стороны от верхней точки. Наклеп должен занимать одну треть окружности. Если наклеп по одной окружности не выправит полностью вала, то, отступив по оси вала на 10—15 мм, производят наклеп по новой окружности.
Периодически следует проверять индикатором результаты правки. Целесообразно правку наклепыванием закапчивать после получения небольшого, но допустимого нормами изгиба вала от прямой линии в сторону, противоположную первоначальному изгибу.
Правка вала термомеханическим способом. В отличие от правки местным нагревом при этом способе вал нагревается по всей окружности и на все сечение до 600— 650° С и при нагретом состоянии изгибается в сторону, противоположную искривлению, при помощи нажимного приспособления.
Ввиду некоторой сложности и необходимости производить расчет по определению усилий нажатия на вал, при которых не были бы превышены максимально допустимые напряжения в нем, данный способ, как правило, для правки валов электродвигателей на месте их установки не применяется.
Повреждение подшипников электродвигателей в наиболее тяжелых случаях сопровождается искривлением вала ротора. Искривление вала вызывается тем, что при выходе из строя подшипника из-за проседания или сильной вибрации ротора происходит задевание вращающегося вала за уплотнение подшипника. В первый момент вал задевает за уплотнение одной стороной. Это приводит к одностороннему нагреву вала, что вызывает в месте нагрева расширение внешних слоев металла и I изгиб вала, обращенный выпуклостью в сторону задевания. Появление изгиба в свою очередь увеличивает задевание и местный нагрев вала. Вибрация ротора усиливается. Искривление вала растет. Если электродвигатель не будет отключен персоналом, то неизбежно произойдет задевание бочки ротора за статор, заканчивающееся повреждением железа и обмотки статора и отключением электродвигателя от защиты.
Если задевание было не сильным И не продолжитель-ным , то после остывания вал может выправиться, или остаточное искривление будет незначительным. Прц сильных задеваниях остаточное искривление будет большим.
В некоторых случаях искривление вала происходит в результате нагрева вала из-за провертывания на нем внутреннего кольца подшипника качения.
Для определения величины искривления вала ротор устанавливается на токарный станок так, чтобы бон шеек на концах вала по индикатору не превышал 0,02— 0,03 мм. Затем индикатором проверяют бой вала вблизи места его нагрева и в местах ступенчатого изменения его диаметра. Проверяется также бой бочки ротора вблизи обоих торцов. При замере определяются и отмечаются точки окружности на валу, дающие наибольшее отклонение стрелки индикатора. Наибольшее отклонение стрелки индикатора по часовой стрелке соответствует максимальной выпуклости вала, а наибольшее отклонение против часовой стрелки — максимальной впадине вала в данном сечении.
Для роторов со скоростью вращения 3 000 об /мин допустимо искривление вала до 0,03 мм, т. е. бой вала по индикатору допустим до 0,06 мм. Для роторов со скоростью вращения 1 500 об /мин и ниже бой вала по индикатору допустим до 0,10 мм.
При небольших искривлениях вала (до 0,12 мм в электродвигателях со скоростью вращения 3 000 об /мин ) в некоторых случаях вместо правки можно ограничиться балансировкой ротора. При искривлениях вала больше 0,12 мм могут оказаться недостаточными зазоры в уплотнениях подшипников, а увеличивать их не рекомендуется. Балансировка может быть затруднена невозможностью разместить на роторе балансировочный груз достаточного веса. Бой бочки ротора — и это, пожалуй, наиболее существенно — может привести к недопустимой несимметрии воздушного зазора между ротором и статором. Иногда бой бочки ротора устраняют проточкой ее. Но при этом уменьшается диаметр бочки ротора, увеличивается воздушный зазор между ротором и статором, повышается ток холостого хода и уменьшается пусковой момент. Поэтому прибегать к проточке бочки ротора не следует.
Правка вала может производиться путем местного нагрева, механическим или термомеханическим способом. При местном нагреве правка вала производится путем нагрева его с выпуклой стороны.
Ввиду сравнительно небольшого диаметра валов электродвигателей их правка при помощи местного нагрева без применения механического нажима при значительных искривлениях не всегда удается. Для механического нажима требуется изготовить раму с козлами и нажимное приспособление, что усложняет правку.
Поэтому правку валов электродвигателей наиболее целесообразно выполнять механическим способом.
Правка вала механическим способом. Ротор в этом случае устанавливают так, чтобы вогнутой стороной вал был обращен вверх. Под вал в месте его максимального прогиба подкладывают балку или другую жесткую опору.
Исправление вала производят наклепыванием его с помощью чеканки в месте максимального изгиба, с вогнутой стороны. При наклепывании наружные слои металла расширяются и заставляют вал изогнуться в сторону, противоположную первоначальному изгибу, т. е. выправляют его.
При наклепе поверхность вала теряет цилиндрическую форму, получает вмятины. Исправлять поверхность проточкой недопустимо, так как при этом будут сняты наклепанные слои и вал вернется в прежнее положение. Поэтому наклеп нельзя производить на рабочих шейках вала и в местах расположения уплотнений подшипников. Для этого выбираются ближайшие от места максимального искривления нерабочие участки вала, желательно в местах перехода одного сечения вала в другое.
Чеканку изготовляют из зубила, сточив его острый конец, как показано на рис. 36. Края рабочего конца чеканки закругляют.
Наклеп начинают от верхней точки вала и постепенно перемещают удары вниз по окружности то с одной, то с другой стороны от верхней точки. Наклеп должен занимать одну треть окружности. Если наклеп по одной окружности не выправит полностью вала, то, отступив по оси вала на 10—15 мм, производят наклеп по новой окружности.
Периодически следует проверять индикатором результаты правки. Целесообразно правку наклепыванием закапчивать после получения небольшого, но допустимого нормами изгиба вала от прямой линии в сторону, противоположную первоначальному изгибу.
Правка вала термомеханическим способом. В отличие от правки местным нагревом при этом способе вал нагревается по всей окружности и на все сечение до 600— 650° С и при нагретом состоянии изгибается в сторону, противоположную искривлению, при помощи нажимного приспособления.
Ввиду некоторой сложности и необходимости производить расчет по определению усилий нажатия на вал, при которых не были бы превышены максимально допустимые напряжения в нем, данный способ, как правило, для правки валов электродвигателей на месте их установки не применяется.
В процессе эксплуатации электродвигателей роторы (якоря) неизбежно получают повреждения различного характера. К подобным дефектам можно отнести искривление вала, повреждение рабочей поверхности шейки вала, «проседания» вала в результате затяжки пластин ротора, нарушение прессовки сердечника и так далее. Ремонт валов электродвигателей зависит от типа повреждений.
Выработка шейки вала
При повреждениях поверхности шейки вала (ее выработке) ремонтные работы проводят при помощи токарного станка (проточка). Однако, проточка возможна лишь в том случае, если выработка поверхности составляет не более 5% от диаметра вала. Если же выработка имеет большую величину, то ремонт вала возможен лишь методом наплавления слоя металла с последующей проточкой на токарном станке.
Наплавление слоя металла на вал ротора можно реализовать двумя способами – методом высокочастотной металлизации и методом электродуговой металлизации. Второй метод – наиболее традиционный и распространенный на сегодняшний день. Он основан на применении электродуговых аппаратов, к примеру, ЭМ-6, ЛК-БА и других. Для высокочастотной металлизации применяется специальное оборудование, принцип действия которого основан на нагревании, плавлении и распылении металлической проволоки токами высокой частоты. Данный метод можно считать более прогрессивным, так как он позволяет значительно сократить потери металла, снизить степень окисления его частиц, многократно уменьшить выгорание элементов металлической проволоки.
Искривление вала электродвигателя
Выявить наличие искривления вала электродвигателя возможно путем проверки его биения на токарном станке. Данный метод основан на закреплении в суппорте токарного станка цветного карандаша (мела) и его подводке к вращающемуся валу. В итоге, используя индикатор, возможно точно выявить биение по следам карандаша на выпуклой части вала.
Незначительные поверхностные дефекты на шейке вала возможно устранить при помощи обычной наждачной бумаги с нанесенным на нее слоем масла. Альтернативой наждачной бумаге может служить, естественно, и шлифовальный станок.
Искривление вала электродвигателя не требует ремонта при его величине не более 0,1 мм (на 1 метр вала) и не более 0,2 мм на всю длину вала. Искривление вала до 0,3% по отношению к его длине устраняют без предварительного нагрева. Устранение искривления большей величины осуществляется под гидравлическим прессом и требует предварительного нагрева вала до температуры 900-1000 градусов Цельсия. После прогрева вала его выправляют, протачивают и шлифуют. Максимальная величина уменьшения диаметра шейки вала при проточке составляет 6% от исходного диаметра.
Излом вала
Ремонт изломов вала сводится к изготовлению новых частей для замены отвалившихся. При изготовлении необходимо предусмотреть припуск для обработки. Соединение новых и старых частей вала осуществляется несколькими способами: горячей присадкой, обработкой на конус или сваркой встык. При горячей присадке необходимо предусмотреть наличие отверстия и хвостика в соединяемых частях вала, которые при посадке нагреваются до температуры 300 градусов Целься. Метод горячей присадки может быть дополнен сваркой. При сварке важен равномерный прогрев частей вала, расположенных диаметрально друг по отношению к другу (в противном случае возможно искривление вала).
Изгиб вала
Изгиб вала способен вызвать появление множества дефектов – это расточка активной стали, расточка контактных колец или поверхности коллектора. Выявление данных дефектов становится возможным благодаря применению индикатора с предварительной установкой ротора (якоря) на токарный станок. Большинство незначительных дефектов (царапины, шероховатости, биение, выбоины и прочие) устраняются методом автоматической или ручной шлифовки. Большие выбоины устраняют путем проточки вала, последующей полировкой и шлифовкой. Сильный изгиб вала электродвигателя выпрямляют механическим способом – винтовым прессом, домкратами, рычагами и иными приспособлениями. Если в результате выпрямления сильно уменьшился диаметр шейки вала (более 6% по отношению к первоначальному диаметру), данный дефект устраняют путем наплавления (металлизации).
Балансировка
После ремонта валов электродвигателей роторы в сборе в обязательном порядке должны быть подвергнуты динамической или статической балансировке. Для балансировки используют специальное балансировочное оборудование.
Восстановление изогнутых валов
Рассмотрим несколько примеров восстановления погнутых дета-
лей деформированием. Детали типа валы, штока, получившие в экс-
плуатации искривление восстанавливаются правкой. Для выпрямления
изогнутых валов существует несколько способов. Наибольшее распро-
странение получили три метода правки валов: механический, термоме-
2 5 .3.8.1.Механический способ правки валов
Механическим способом обычно правят валы небольших диамет-
ров до 100мм. Это валы лебедок, брашпилей, насосов. Вал устанавлива-
ется на токарный станок или другое приспособление для вращения в
Проверяется биение всех поверхностей вала через 100мм по
всей длине и на валу мелом наносят величину биения со знаком (+) вы-
пуклость и знаком (-) вогнутость.
Для правки над валом завешивается
приспособление, состоящее из жесткой балки, четырех шпилек с гайка-
ми и двух жестких поперечин, рис. 8.
Вал поворачивают выпуклостью вверх. Правку начинают с мест
наибольшего изгиба, где и устанавливают гидравлический домкрат. Ря-
дом для контроля устанавливают индикатор. Работая домкратом, кото-
рый упирается с одной стороны в вал, с другой в приспособление жест-
кую балку изгибаем вал в противоположную сторону изгиба. Контроль
2. 5.3.8.2.Термомеханический способ правки валов
Валы диаметром от 100мм до 200мм на холодную выправить
очень сложно в связи их значительной жесткостью. Поэтому правку ва-
лов производят, так же как и при механическом способе, но с нагревом
сечения вала в районе правки до температуры 500 – 600 оС (до появле-
ния темно-вишневого цвета на поверхности вала).
Контроль осуществляется по индикатору. Перегибать вал в противоположную сторону от
оси вращения при этом способе не нужно.
Рис. 8. Приспособление для правки валов.

2. 5.3.8.3. Термический способ правки валов
Валы диаметром 200 – 300 мм и более правят термическим спосо-
бом без применения приспособлений для правки и домкратов. Погну-
тый вал так же устанавливается на токарный станок для определения
места наибольшей кривизны, и поворачивают его выпуклостью вверх.
На участок вала наибольшей кривизны накладывают лист асбеста, смо-
ченный в воде, и ножом вырезают в нем отверстие размерами 30 μ
100мм. Устанавливают индикатор для контроля за исправлением оси вала.
Через вырезанное «окно» ограниченный участок вала резко нагревают газовой горелкой до температуры на поверхности 500-600 оС в течение 5 минут (до появления темно вишневого цвета).
Поверхностный слой вала в этом месте при нагреве расширяется и получает пластическую деформа-
цию кристаллической решетки. При остывании на месте где был нагрев,
возникают сжимающие напряжения, которые и выравнивают вал, прав-
да, незначительно (0,50мм). Но, смещая «окно» рядом, повторяя опера-
цию, добиваются выравнивания вала.
2. 5.3.8.4. Правка валов методом наклепа
Есть еще метод выравнивания валов методом наклепа поверхности
вала, используя растягивающие напряжения на вогнутой части вала. Вал
так же устанавливают на токарный станок. Находим по индикатору
наибольший изгиб и ставим вогнутостью вниз. Подпираем в этом месте
вал домкратом и наносим по не рабочей поверхности вала ударами мо-
лотка. От ударов на поверхности появляются небольшие вмятины, а в
металле в этом месте возникают растягивающие напряжения за счет уд-
линения волокон. За счет этих напряжений происходит выравнивание
Не зависимо от способа правки выпрямленные валы подвергают
отжигу для снятия внутренних напряжений, возникающих во время
правки. Под место правки вала подводят муфельную или индукционную
печь. Вал нагревают до 400 оС в течение 3-4 часов после чего медленно
охлаждают со скоростью 40-60 о/час до температуры окружающей сре-
ды. Если отжиг валу после правки не производить, то он должен отле-
жаться длительное время не менее 2 недель и пройти повторную про-
Источник
Мастер показал способ, как выровнять вал электродвигателя без использования токарного станка
Биение вала на электродвигателе встречается часто — особенно после длительной эксплуатации. Но, к счастью, данную проблему можно решить, не обращаясь к токарю.
Автор YouTube канала GOOD_WOOD поделился способом, как выровнять вал электродвигателя в условиях домашней мастерской без использования токарного станка. Берите на заметку.
Первое, что необходимо будет сделать перед началом работы — жестко закрепить двигатель на поверхности рабочего стола.
Это нужно для того, чтобы в процессе выравнивания вала он «не гулял» из стороны в сторону.
Конечно, нет смысла «дырявить»для этого столешницу. Поэтому сначала надо прикрутить станину двигателя на болты с гайками к толстой доске. А затем доску можно будет прикрепить к столу с помощью струбцин.
Советуем также прочитать статью: как сделать переносной складной столик для работы в домашней мастерской или в гараже . Очень полезная самоделка, которая сэкономит место, если помещение небольшое.
Выравнивание вала двигателя
Основная работа заключается в обтачивании вала двигателя с помощью болгарки и отрезного круга. Необходимо предельно аккуратно сошлифовать неровность.
Обратите внимание: для данной работы желательно использовать отрезные диски толщиной не менее 2,2 мм. Лучше всего подойдет диск толщиной 3 мм.
Включаем электродвигатель, потом включаем болгарку, и потихоньку, без особого нажима, касаясь поверхности вала, обрабатываем его.
Подробно о том, как выровнять кривой вал электродвигателя, можно посмотреть в авторском видеоролике.
Источник
как выпрямить вал?
Тема раздела Вертолеты. Общие вопросы в категории Вертолеты; прошу прощения за баян — полтора часа искал на форуме вразумительное описание способа выпрямления вала — не нашел вал главного .
Опции темы
как выпрямить вал?
прошу прощения за баян — полтора часа искал на форуме вразумительное описание способа выпрямления вала — не нашел
вал главного ротора от Esky Belt CP, вроде закален — пружинит, диаметр порядка 4 мм, длина 150 мм
на верте (без ротора) в верхней точке колбасит на 0.2 мм; на стекле видно, что в центре от поверхности отходит на 0.1 мм
может не обращать внимание?
от вибрации верта (мелкой — 0.5 мм при 300-400 оборотах) полностью не удается избавиться — может так и оставить?
самое интересное — заказал пачку запасных валов — идеального ни одного

Та же беда с новыми валами для Belt CP. Заводской вал был ровный, купив пачку родных запасных валов (2 шт.) обнаружил, что ни одного ровного нет.
Сейчас заказал валы от Тирекс. По размерам совпадают, но от тирекса на 5 мм короче. Попробую — отпишу.
Доброго всем.
Есть один способ, дает не плохие результаты, но требует токарного танка.
Деталь зажимается в патрон и подпирается задним центом, после этого подводим суппорт (вместо резца зажат бронзовый пруток) и подавливаем в месте искривления. Процесс надо постоянно контролировать с помощью индикатора. Если нужно оказать локальное воздействие, то необходим люнет. Метод при аккуратном исполнении дает положительный результат и опробован не только мной.
насколько я знаю, расстояние между отверстиями у ескаевского и трексовского одинаковые. Насколько верхний конец торчит над отверстием — пофиг, а нижний конец должен войти в подшипник.
Валы Trex450 получил, проверю на белте, в выходные и отпишу. Сейчас перед глазами нет валов от белта, даже размеры не сравнить.
Для правки валов от TRex-450 использую следующее самодельное приспособление. Гнутый вал вставляется между двух опор, проворачивая вал рукой находится по стрелочному индикатору минимальное показание стрелки. затем закручивая домкратик, установленный точно напротив ножки индикатора, начинаем давить на среднюю точку вала, при этом контролируя по стрелке индикатора величину обратного прогиба. После трех-четырех попыток вал становится абсолютно прямой. Точность правки составляет около 0,01 мм. Время затрачиваемое на правку вала-несколько минут.
Ух ты какая интересная приспособа. Достать бы где такую, самому не сделать. Народ не подскажите, похожих решений не продаётся ли? Мож какие самоделкины делают…
С Уважением, Андрей
 respect!
respect!
+100. Как только Китайцы такую приспособу не сделали  Надо запантетовать, наладить производство -выпускать по 10 баксов- мона поднять денег на реальный верт
Надо запантетовать, наладить производство -выпускать по 10 баксов- мона поднять денег на реальный верт  . Я бы купил даже за 30 баксов не думая. валов нагнул на большее количество бабла. А опыт по выпрямлению есть без всяких стрелочных приблуд- на токарном станке зажимаешь вал в патрон — по проточке(гнется только по ней) на оставшийся торчащий вал одевал 50 см металический пруток (ессно ровным изначально) диаметром 12 мм (мона любой другой от 10мм) с предварительно просверленным с одной стороны внутри 5мм каналом(делал на этом же станке разверткой на 5мм-чтоб плотненько сидело- да с маслом-ах красота) — этим прутком и гнешь прокручивая патрон ( с надетым прутком) — подгибаешь пока биения не будет — снимаешь пруток достаешь вал- времени меньше 2-х минут -получается на ура! Но, блин, станок нужен под рукой. а вот эта приспособа — да, решение проблем.
. Я бы купил даже за 30 баксов не думая. валов нагнул на большее количество бабла. А опыт по выпрямлению есть без всяких стрелочных приблуд- на токарном станке зажимаешь вал в патрон — по проточке(гнется только по ней) на оставшийся торчащий вал одевал 50 см металический пруток (ессно ровным изначально) диаметром 12 мм (мона любой другой от 10мм) с предварительно просверленным с одной стороны внутри 5мм каналом(делал на этом же станке разверткой на 5мм-чтоб плотненько сидело- да с маслом-ах красота) — этим прутком и гнешь прокручивая патрон ( с надетым прутком) — подгибаешь пока биения не будет — снимаешь пруток достаешь вал- времени меньше 2-х минут -получается на ура! Но, блин, станок нужен под рукой. а вот эта приспособа — да, решение проблем.
спасибо — отличное решение, нет слов
пошел искать мастеров, которые смогут реализовать Ваш прибор
Если понравилось мое приспособление, даю эскиз приспособы для правки валов.
Материал — обычная сталь. В качестве прибора для измерения использован стрелочный индикатор ИЧ-10 с ценой деления 0,01 мм и ходом штока 10 мм.
Источник
Как выпрямить вала привода
Восстановление изогнутых валов
Рассмотрим несколько примеров восстановления погнутых дета-
лей деформированием. Детали типа валы, штока, получившие в экс-
плуатации искривление восстанавливаются правкой. Для выпрямления
изогнутых валов существует несколько способов. Наибольшее распро-
странение получили три метода правки валов: механический, термоме-
2 5 .3.8.1.Механический способ правки валов
Механическим способом обычно правят валы небольших диамет-
ров до 100мм. Это валы лебедок, брашпилей, насосов. Вал устанавлива-
ется на токарный станок или другое приспособление для вращения в
Проверяется биение всех поверхностей вала через 100мм по
всей длине и на валу мелом наносят величину биения со знаком (+) вы-
пуклость и знаком (-) вогнутость.
Для правки над валом завешивается
приспособление, состоящее из жесткой балки, четырех шпилек с гайка-
ми и двух жестких поперечин, рис. 8.
Вал поворачивают выпуклостью вверх. Правку начинают с мест
наибольшего изгиба, где и устанавливают гидравлический домкрат. Ря-
дом для контроля устанавливают индикатор. Работая домкратом, кото-
рый упирается с одной стороны в вал, с другой в приспособление жест-
кую балку изгибаем вал в противоположную сторону изгиба. Контроль
2. 5.3.8.2.Термомеханический способ правки валов
Валы диаметром от 100мм до 200мм на холодную выправить
очень сложно в связи их значительной жесткостью. Поэтому правку ва-
лов производят, так же как и при механическом способе, но с нагревом
сечения вала в районе правки до температуры 500 – 600 оС (до появле-
ния темно-вишневого цвета на поверхности вала).
Контроль осуществляется по индикатору. Перегибать вал в противоположную сторону от
оси вращения при этом способе не нужно.
Рис. 8. Приспособление для правки валов.
2. 5.3.8.3. Термический способ правки валов
Валы диаметром 200 – 300 мм и более правят термическим спосо-
бом без применения приспособлений для правки и домкратов. Погну-
тый вал так же устанавливается на токарный станок для определения
места наибольшей кривизны, и поворачивают его выпуклостью вверх.
На участок вала наибольшей кривизны накладывают лист асбеста, смо-
ченный в воде, и ножом вырезают в нем отверстие размерами 30 μ
100мм. Устанавливают индикатор для контроля за исправлением оси вала.
Через вырезанное «окно» ограниченный участок вала резко нагревают газовой горелкой до температуры на поверхности 500-600 оС в течение 5 минут (до появления темно вишневого цвета).
Поверхностный слой вала в этом месте при нагреве расширяется и получает пластическую деформа-
цию кристаллической решетки. При остывании на месте где был нагрев,
возникают сжимающие напряжения, которые и выравнивают вал, прав-
да, незначительно (0,50мм). Но, смещая «окно» рядом, повторяя опера-
цию, добиваются выравнивания вала.
2. 5.3.8.4. Правка валов методом наклепа
Есть еще метод выравнивания валов методом наклепа поверхности
вала, используя растягивающие напряжения на вогнутой части вала. Вал
так же устанавливают на токарный станок. Находим по индикатору
наибольший изгиб и ставим вогнутостью вниз. Подпираем в этом месте
вал домкратом и наносим по не рабочей поверхности вала ударами мо-
лотка. От ударов на поверхности появляются небольшие вмятины, а в
металле в этом месте возникают растягивающие напряжения за счет уд-
линения волокон. За счет этих напряжений происходит выравнивание
Не зависимо от способа правки выпрямленные валы подвергают
отжигу для снятия внутренних напряжений, возникающих во время
правки. Под место правки вала подводят муфельную или индукционную
печь. Вал нагревают до 400 оС в течение 3-4 часов после чего медленно
охлаждают со скоростью 40-60 о/час до температуры окружающей сре-
ды. Если отжиг валу после правки не производить, то он должен отле-
жаться длительное время не менее 2 недель и пройти повторную про-
как выпрямить вал?
Тема раздела Вертолеты. Общие вопросы в категории Вертолеты; прошу прощения за баян — полтора часа искал на форуме вразумительное описание способа выпрямления вала — не нашел вал главного .
Опции темы
как выпрямить вал?
прошу прощения за баян — полтора часа искал на форуме вразумительное описание способа выпрямления вала — не нашел
вал главного ротора от Esky Belt CP, вроде закален — пружинит, диаметр порядка 4 мм, длина 150 мм
на верте (без ротора) в верхней точке колбасит на 0.2 мм; на стекле видно, что в центре от поверхности отходит на 0.1 мм
может не обращать внимание?
от вибрации верта (мелкой — 0.5 мм при 300-400 оборотах) полностью не удается избавиться — может так и оставить?
самое интересное — заказал пачку запасных валов — идеального ни одного
Та же беда с новыми валами для Belt CP. Заводской вал был ровный, купив пачку родных запасных валов (2 шт.) обнаружил, что ни одного ровного нет.
Сейчас заказал валы от Тирекс. По размерам совпадают, но от тирекса на 5 мм короче. Попробую — отпишу.
Доброго всем.
Есть один способ, дает не плохие результаты, но требует токарного танка.
Деталь зажимается в патрон и подпирается задним центом, после этого подводим суппорт (вместо резца зажат бронзовый пруток) и подавливаем в месте искривления. Процесс надо постоянно контролировать с помощью индикатора. Если нужно оказать локальное воздействие, то необходим люнет. Метод при аккуратном исполнении дает положительный результат и опробован не только мной.
насколько я знаю, расстояние между отверстиями у ескаевского и трексовского одинаковые. Насколько верхний конец торчит над отверстием — пофиг, а нижний конец должен войти в подшипник.
Валы Trex450 получил, проверю на белте, в выходные и отпишу. Сейчас перед глазами нет валов от белта, даже размеры не сравнить.
Для правки валов от TRex-450 использую следующее самодельное приспособление. Гнутый вал вставляется между двух опор, проворачивая вал рукой находится по стрелочному индикатору минимальное показание стрелки. затем закручивая домкратик, установленный точно напротив ножки индикатора, начинаем давить на среднюю точку вала, при этом контролируя по стрелке индикатора величину обратного прогиба. После трех-четырех попыток вал становится абсолютно прямой. Точность правки составляет около 0,01 мм. Время затрачиваемое на правку вала-несколько минут.
Ух ты какая интересная приспособа. Достать бы где такую, самому не сделать. Народ не подскажите, похожих решений не продаётся ли? Мож какие самоделкины делают…
С Уважением, Андрей
respect!
+100. Как только Китайцы такую приспособу не сделали Надо запантетовать, наладить производство -выпускать по 10 баксов- мона поднять денег на реальный верт . Я бы купил даже за 30 баксов не думая. валов нагнул на большее количество бабла. А опыт по выпрямлению есть без всяких стрелочных приблуд- на токарном станке зажимаешь вал в патрон — по проточке(гнется только по ней) на оставшийся торчащий вал одевал 50 см металический пруток (ессно ровным изначально) диаметром 12 мм (мона любой другой от 10мм) с предварительно просверленным с одной стороны внутри 5мм каналом(делал на этом же станке разверткой на 5мм-чтоб плотненько сидело- да с маслом-ах красота) — этим прутком и гнешь прокручивая патрон ( с надетым прутком) — подгибаешь пока биения не будет — снимаешь пруток достаешь вал- времени меньше 2-х минут -получается на ура! Но, блин, станок нужен под рукой. а вот эта приспособа — да, решение проблем.
спасибо — отличное решение, нет слов
пошел искать мастеров, которые смогут реализовать Ваш прибор
Если понравилось мое приспособление, даю эскиз приспособы для правки валов.
Материал — обычная сталь. В качестве прибора для измерения использован стрелочный индикатор ИЧ-10 с ценой деления 0,01 мм и ходом штока 10 мм.
Мастер показал способ, как выровнять вал электродвигателя без использования токарного станка
Биение вала на электродвигателе встречается часто — особенно после длительной эксплуатации. Но, к счастью, данную проблему можно решить, не обращаясь к токарю.
Автор YouTube канала GOOD_WOOD поделился способом, как выровнять вал электродвигателя в условиях домашней мастерской без использования токарного станка. Берите на заметку.
Первое, что необходимо будет сделать перед началом работы — жестко закрепить двигатель на поверхности рабочего стола.
Это нужно для того, чтобы в процессе выравнивания вала он «не гулял» из стороны в сторону.
Конечно, нет смысла «дырявить»для этого столешницу. Поэтому сначала надо прикрутить станину двигателя на болты с гайками к толстой доске. А затем доску можно будет прикрепить к столу с помощью струбцин.
Советуем также прочитать статью: как сделать переносной складной столик для работы в домашней мастерской или в гараже . Очень полезная самоделка, которая сэкономит место, если помещение небольшое.
Выравнивание вала двигателя
Основная работа заключается в обтачивании вала двигателя с помощью болгарки и отрезного круга. Необходимо предельно аккуратно сошлифовать неровность.
Обратите внимание: для данной работы желательно использовать отрезные диски толщиной не менее 2,2 мм. Лучше всего подойдет диск толщиной 3 мм.
Включаем электродвигатель, потом включаем болгарку, и потихоньку, без особого нажима, касаясь поверхности вала, обрабатываем его.
Подробно о том, как выровнять кривой вал электродвигателя, можно посмотреть в авторском видеоролике.
Как выпрямить вал электродвигателя
Повреждение подшипников электродвигателей в наиболее тяжелых случаях сопровождается искривлением вала ротора. Искривление вала вызывается тем, что при выходе из строя подшипника из-за проседания или сильной вибрации ротора происходит задевание вращающегося вала за уплотнение подшипника. В первый момент вал задевает за уплотнение одной стороной. Это приводит к одностороннему нагреву вала, что вызывает в месте нагрева расширение внешних слоев металла и I изгиб вала, обращенный выпуклостью в сторону задевания. Появление изгиба в свою очередь увеличивает задевание и местный нагрев вала. Вибрация ротора усиливается. Искривление вала растет. Если электродвигатель не будет отключен персоналом, то неизбежно произойдет задевание бочки ротора за статор, заканчивающееся повреждением железа и обмотки статора и отключением электродвигателя от защиты.
Если задевание было не сильным И не продолжитель-ным , то после остывания вал может выправиться, или остаточное искривление будет незначительным. Прц сильных задеваниях остаточное искривление будет большим.
В некоторых случаях искривление вала происходит в результате нагрева вала из-за провертывания на нем внутреннего кольца подшипника качения.
Для определения величины искривления вала ротор устанавливается на токарный станок так, чтобы бон шеек на концах вала по индикатору не превышал 0,02— 0,03 мм. Затем индикатором проверяют бой вала вблизи места его нагрева и в местах ступенчатого изменения его диаметра. Проверяется также бой бочки ротора вблизи обоих торцов. При замере определяются и отмечаются точки окружности на валу, дающие наибольшее отклонение стрелки индикатора. Наибольшее отклонение стрелки индикатора по часовой стрелке соответствует максимальной выпуклости вала, а наибольшее отклонение против часовой стрелки — максимальной впадине вала в данном сечении.
Для роторов со скоростью вращения 3 000 об /мин допустимо искривление вала до 0,03 мм, т. е. бой вала по индикатору допустим до 0,06 мм. Для роторов со скоростью вращения 1 500 об /мин и ниже бой вала по индикатору допустим до 0,10 мм.
При небольших искривлениях вала (до 0,12 мм в электродвигателях со скоростью вращения 3 000 об /мин ) в некоторых случаях вместо правки можно ограничиться балансировкой ротора. При искривлениях вала больше 0,12 мм могут оказаться недостаточными зазоры в уплотнениях подшипников, а увеличивать их не рекомендуется. Балансировка может быть затруднена невозможностью разместить на роторе балансировочный груз достаточного веса. Бой бочки ротора — и это, пожалуй, наиболее существенно — может привести к недопустимой несимметрии воздушного зазора между ротором и статором. Иногда бой бочки ротора устраняют проточкой ее. Но при этом уменьшается диаметр бочки ротора, увеличивается воздушный зазор между ротором и статором, повышается ток холостого хода и уменьшается пусковой момент. Поэтому прибегать к проточке бочки ротора не следует.
Правка вала может производиться путем местного нагрева, механическим или термомеханическим способом. При местном нагреве правка вала производится путем нагрева его с выпуклой стороны.
Ввиду сравнительно небольшого диаметра валов электродвигателей их правка при помощи местного нагрева без применения механического нажима при значительных искривлениях не всегда удается. Для механического нажима требуется изготовить раму с козлами и нажимное приспособление, что усложняет правку.
Поэтому правку валов электродвигателей наиболее целесообразно выполнять механическим способом.
Правка вала механическим способом. Ротор в этом случае устанавливают так, чтобы вогнутой стороной вал был обращен вверх. Под вал в месте его максимального прогиба подкладывают балку или другую жесткую опору.
Исправление вала производят наклепыванием его с помощью чеканки в месте максимального изгиба, с вогнутой стороны. При наклепывании наружные слои металла расширяются и заставляют вал изогнуться в сторону, противоположную первоначальному изгибу, т. е. выправляют его.
При наклепе поверхность вала теряет цилиндрическую форму, получает вмятины. Исправлять поверхность проточкой недопустимо, так как при этом будут сняты наклепанные слои и вал вернется в прежнее положение. Поэтому наклеп нельзя производить на рабочих шейках вала и в местах расположения уплотнений подшипников. Для этого выбираются ближайшие от места максимального искривления нерабочие участки вала, желательно в местах перехода одного сечения вала в другое.
Чеканку изготовляют из зубила, сточив его острый конец, как показано на рис. 36. Края рабочего конца чеканки закругляют.
Наклеп начинают от верхней точки вала и постепенно перемещают удары вниз по окружности то с одной, то с другой стороны от верхней точки. Наклеп должен занимать одну треть окружности. Если наклеп по одной окружности не выправит полностью вала, то, отступив по оси вала на 10—15 мм, производят наклеп по новой окружности.
Периодически следует проверять индикатором результаты правки. Целесообразно правку наклепыванием закапчивать после получения небольшого, но допустимого нормами изгиба вала от прямой линии в сторону, противоположную первоначальному изгибу.
Правка вала термомеханическим способом. В отличие от правки местным нагревом при этом способе вал нагревается по всей окружности и на все сечение до 600— 650° С и при нагретом состоянии изгибается в сторону, противоположную искривлению, при помощи нажимного приспособления.
Ввиду некоторой сложности и необходимости производить расчет по определению усилий нажатия на вал, при которых не были бы превышены максимально допустимые напряжения в нем, данный способ, как правило, для правки валов электродвигателей на месте их установки не применяется.
Повреждение подшипников электродвигателей в наиболее тяжелых случаях сопровождается искривлением вала ротора. Искривление вала вызывается тем, что при выходе из строя подшипника из-за проседания или сильной вибрации ротора происходит задевание вращающегося вала за уплотнение подшипника. В первый момент вал задевает за уплотнение одной стороной. Это приводит к одностороннему нагреву вала, что вызывает в месте нагрева расширение внешних слоев металла и I изгиб вала, обращенный выпуклостью в сторону задевания. Появление изгиба в свою очередь увеличивает задевание и местный нагрев вала. Вибрация ротора усиливается. Искривление вала растет. Если электродвигатель не будет отключен персоналом, то неизбежно произойдет задевание бочки ротора за статор, заканчивающееся повреждением железа и обмотки статора и отключением электродвигателя от защиты.
Если задевание было не сильным И не продолжитель-ным , то после остывания вал может выправиться, или остаточное искривление будет незначительным. Прц сильных задеваниях остаточное искривление будет большим.
В некоторых случаях искривление вала происходит в результате нагрева вала из-за провертывания на нем внутреннего кольца подшипника качения.
Для определения величины искривления вала ротор устанавливается на токарный станок так, чтобы бон шеек на концах вала по индикатору не превышал 0,02— 0,03 мм. Затем индикатором проверяют бой вала вблизи места его нагрева и в местах ступенчатого изменения его диаметра. Проверяется также бой бочки ротора вблизи обоих торцов. При замере определяются и отмечаются точки окружности на валу, дающие наибольшее отклонение стрелки индикатора. Наибольшее отклонение стрелки индикатора по часовой стрелке соответствует максимальной выпуклости вала, а наибольшее отклонение против часовой стрелки — максимальной впадине вала в данном сечении.
Для роторов со скоростью вращения 3 000 об /мин допустимо искривление вала до 0,03 мм, т. е. бой вала по индикатору допустим до 0,06 мм. Для роторов со скоростью вращения 1 500 об /мин и ниже бой вала по индикатору допустим до 0,10 мм.
При небольших искривлениях вала (до 0,12 мм в электродвигателях со скоростью вращения 3 000 об /мин ) в некоторых случаях вместо правки можно ограничиться балансировкой ротора. При искривлениях вала больше 0,12 мм могут оказаться недостаточными зазоры в уплотнениях подшипников, а увеличивать их не рекомендуется. Балансировка может быть затруднена невозможностью разместить на роторе балансировочный груз достаточного веса. Бой бочки ротора — и это, пожалуй, наиболее существенно — может привести к недопустимой несимметрии воздушного зазора между ротором и статором. Иногда бой бочки ротора устраняют проточкой ее. Но при этом уменьшается диаметр бочки ротора, увеличивается воздушный зазор между ротором и статором, повышается ток холостого хода и уменьшается пусковой момент. Поэтому прибегать к проточке бочки ротора не следует.
Правка вала может производиться путем местного нагрева, механическим или термомеханическим способом. При местном нагреве правка вала производится путем нагрева его с выпуклой стороны.
Ввиду сравнительно небольшого диаметра валов электродвигателей их правка при помощи местного нагрева без применения механического нажима при значительных искривлениях не всегда удается. Для механического нажима требуется изготовить раму с козлами и нажимное приспособление, что усложняет правку.
Поэтому правку валов электродвигателей наиболее целесообразно выполнять механическим способом.
Правка вала механическим способом. Ротор в этом случае устанавливают так, чтобы вогнутой стороной вал был обращен вверх. Под вал в месте его максимального прогиба подкладывают балку или другую жесткую опору.
Исправление вала производят наклепыванием его с помощью чеканки в месте максимального изгиба, с вогнутой стороны. При наклепывании наружные слои металла расширяются и заставляют вал изогнуться в сторону, противоположную первоначальному изгибу, т. е. выправляют его.
При наклепе поверхность вала теряет цилиндрическую форму, получает вмятины. Исправлять поверхность проточкой недопустимо, так как при этом будут сняты наклепанные слои и вал вернется в прежнее положение. Поэтому наклеп нельзя производить на рабочих шейках вала и в местах расположения уплотнений подшипников. Для этого выбираются ближайшие от места максимального искривления нерабочие участки вала, желательно в местах перехода одного сечения вала в другое.
Чеканку изготовляют из зубила, сточив его острый конец, как показано на рис. 36. Края рабочего конца чеканки закругляют.
Наклеп начинают от верхней точки вала и постепенно перемещают удары вниз по окружности то с одной, то с другой стороны от верхней точки. Наклеп должен занимать одну треть окружности. Если наклеп по одной окружности не выправит полностью вала, то, отступив по оси вала на 10—15 мм, производят наклеп по новой окружности.
Периодически следует проверять индикатором результаты правки. Целесообразно правку наклепыванием закапчивать после получения небольшого, но допустимого нормами изгиба вала от прямой линии в сторону, противоположную первоначальному изгибу.
Правка вала термомеханическим способом. В отличие от правки местным нагревом при этом способе вал нагревается по всей окружности и на все сечение до 600— 650° С и при нагретом состоянии изгибается в сторону, противоположную искривлению, при помощи нажимного приспособления.
Ввиду некоторой сложности и необходимости производить расчет по определению усилий нажатия на вал, при которых не были бы превышены максимально допустимые напряжения в нем, данный способ, как правило, для правки валов электродвигателей на месте их установки не применяется.
В процессе эксплуатации электродвигателей роторы (якоря) неизбежно получают повреждения различного характера. К подобным дефектам можно отнести искривление вала, повреждение рабочей поверхности шейки вала, «проседания» вала в результате затяжки пластин ротора, нарушение прессовки сердечника и так далее. Ремонт валов электродвигателей зависит от типа повреждений.
Выработка шейки вала
При повреждениях поверхности шейки вала (ее выработке) ремонтные работы проводят при помощи токарного станка (проточка). Однако, проточка возможна лишь в том случае, если выработка поверхности составляет не более 5% от диаметра вала. Если же выработка имеет большую величину, то ремонт вала возможен лишь методом наплавления слоя металла с последующей проточкой на токарном станке.
Наплавление слоя металла на вал ротора можно реализовать двумя способами – методом высокочастотной металлизации и методом электродуговой металлизации. Второй метод – наиболее традиционный и распространенный на сегодняшний день. Он основан на применении электродуговых аппаратов, к примеру, ЭМ-6, ЛК-БА и других. Для высокочастотной металлизации применяется специальное оборудование, принцип действия которого основан на нагревании, плавлении и распылении металлической проволоки токами высокой частоты. Данный метод можно считать более прогрессивным, так как он позволяет значительно сократить потери металла, снизить степень окисления его частиц, многократно уменьшить выгорание элементов металлической проволоки.
Искривление вала электродвигателя
Выявить наличие искривления вала электродвигателя возможно путем проверки его биения на токарном станке. Данный метод основан на закреплении в суппорте токарного станка цветного карандаша (мела) и его подводке к вращающемуся валу. В итоге, используя индикатор, возможно точно выявить биение по следам карандаша на выпуклой части вала.
Незначительные поверхностные дефекты на шейке вала возможно устранить при помощи обычной наждачной бумаги с нанесенным на нее слоем масла. Альтернативой наждачной бумаге может служить, естественно, и шлифовальный станок.
Искривление вала электродвигателя не требует ремонта при его величине не более 0,1 мм (на 1 метр вала) и не более 0,2 мм на всю длину вала. Искривление вала до 0,3% по отношению к его длине устраняют без предварительного нагрева. Устранение искривления большей величины осуществляется под гидравлическим прессом и требует предварительного нагрева вала до температуры 900-1000 градусов Цельсия. После прогрева вала его выправляют, протачивают и шлифуют. Максимальная величина уменьшения диаметра шейки вала при проточке составляет 6% от исходного диаметра.
Излом вала
Ремонт изломов вала сводится к изготовлению новых частей для замены отвалившихся. При изготовлении необходимо предусмотреть припуск для обработки. Соединение новых и старых частей вала осуществляется несколькими способами: горячей присадкой, обработкой на конус или сваркой встык. При горячей присадке необходимо предусмотреть наличие отверстия и хвостика в соединяемых частях вала, которые при посадке нагреваются до температуры 300 градусов Целься. Метод горячей присадки может быть дополнен сваркой. При сварке важен равномерный прогрев частей вала, расположенных диаметрально друг по отношению к другу (в противном случае возможно искривление вала).
Изгиб вала способен вызвать появление множества дефектов – это расточка активной стали, расточка контактных колец или поверхности коллектора. Выявление данных дефектов становится возможным благодаря применению индикатора с предварительной установкой ротора (якоря) на токарный станок. Большинство незначительных дефектов (царапины, шероховатости, биение, выбоины и прочие) устраняются методом автоматической или ручной шлифовки. Большие выбоины устраняют путем проточки вала, последующей полировкой и шлифовкой. Сильный изгиб вала электродвигателя выпрямляют механическим способом – винтовым прессом, домкратами, рычагами и иными приспособлениями. Если в результате выпрямления сильно уменьшился диаметр шейки вала (более 6% по отношению к первоначальному диаметру), данный дефект устраняют путем наплавления (металлизации).
Балансировка
После ремонта валов электродвигателей роторы в сборе в обязательном порядке должны быть подвергнуты динамической или статической балансировке. Для балансировки используют специальное балансировочное оборудование.
Источник
Балансировка при эксплуатации
Неуравновешенность (дисбаланс) вращающихся масс и вызванные ею центробежные силы резко увеличивают нагрузку на подшипниковые опоры, отдельные узлы и механизм в целом, что приводит к росту вибрации и существенному снижению ресурса механизма. В отдельных случаях вибрация столь велика, что вибрирует не только сам механизм, но и окружающее его оборудование, здания и сооружения.
Сколько энергии при этом тратится не на выполнение работы, а на разрушение, при этом вы еще и оплачиваете энергию, израсходованную на разрушение вашего оборудования. Если балансировка при серийном производстве решается использованием балансировочных станков, то вопросы балансировки при ремонте и эксплуатации долгое время оставались нерешенными.
Эксплуатирующие предприятия не могут позволить себе приобретение целой гаммы балансировочных станков, тем более что их загрузка и окупаемость в большинстве случаев будет крайне низкой. Решению этого вопроса способствовало развитие средств контроля технического состояния оборудования по сигналам вибрации.
В настоящее время производится ряд портативных приборов, которые кроме основных функций по измерению, обработке и анализу сигналов вибрации предназначены для выполнения динамической балансировки «в собственных опорах».Суть технологии балансировки «в собственных опорах» заключается в том, что в механизм, работающий в нормальном эксплуатационном режиме, в одну или несколько плоскостей ротора устанавливают пробный груз (грузы), по реакции механизма (изменению вибрации) прибор рассчитывает массу необходимого корректирующего груза и угол его установки на роторе для компенсации дисбаланса.
Из приборов данного класса хотелось бы отметить анализатор спектра вибрации 795М. Он позволяет выполнить все необходимые измерения и расчет корректирующих масс с «оптимизацией» — выравнивание расчетных остаточных уровней вибрации на опорах. При этом возможна совместная балансировка валопроводов и систем типа «ротор электродвигателя— муфта— рабочее колесо механизма».
Функции сложения и разложениявекторов позволяют перераспределять корректирующие массы по заданным направлениям (фиксированным местам для установки грузов).Предусмотрена возможность подбалансировки агрегата и расчета дополнительных корректирующих масс по результатам контрольного пуска с использованием известных коэффициентов влияния, т.е. без производства дополнительных пусков.
Все данные по каждой балансировочной работе могут быть записаны в память налюбом этапе работы.
Центровка валов. Методы, средства, эффективность
Примерно 50% всех поломок машин,и в первую очередь подшипников, вызваны перекосами валов. При несоосных валах возникает момент сил реакции, который приводит к повышенным нагрузкам на опоры и вызывает: износ подшипников; износ уплотнений; повышенное потребление энергии; увеличение уровня вибрации и шума; снижение работоспособности и надежности машин.
Определить несоосность можно: прямым измерением; косвенно по повышению температуры подшипниковых узлов; вибродиагностическими методами. Казалось бы, самым простым и надежным является прямое измерение, но на практике традиционные методы (индикаторы, микрометры, щупы) часто не дают результата.
Например, в механизме, на котором с помощью индикаторов была произведена центровка с точностью 0,01 мм при допуске 0,04 мм, при контроле технического состояния по вибрации прослеживались явные признаки несоосности. Выверка лазерным центровщиком показала, что при выходе на эксплуатационный режим неравномерный нагрев корпуса механизма по длине и разница между температурой механизма и электродвигателя приводят к перекосу и смещению осей на 0,4 мм, что недопустимо.
Опыт показывает, что самыми достоверными являются вибродиагностический метод и прямое измерение лазерным центровщиком, позволяющим точно и, самое главное, быстро произвести измерения на прогретом механизме и определить реальную несоосность при эксплуатации. С какой точностью проводить центровку?
В качестве исходных норм можно использовать следующие, определенные статистическии заложенные в европейские стандарты, допуски — см. табл. 1.В технической документации на механизм допуски в большинстве случаев назначаются исходя из возможностей соединительных муфт компенсировать указанные отклонения и являются предельно-допустимыми значениями.
Следует помнить, что оптимальным для механизмов является отклонение, равное нулю. При увеличении несоосности на 20% долговечность подшипников снижается на 40–50%.
Чем производить центровку?
Известны следующие методы центровки: штангенциркулем или щупами — измерение радиальных и торцевых зазоров на полумуфтах;
- приспособлениями с индикаторами часового типа;
- приборами с бесконтактными датчиками биения вала;
- оптическими приборами;
- лазерными приборами.
Если мы внимательно посмотрим на данные табл. 1, то увидим, что погрешность многих из перечисленных методов измерений близка к предельно-допустимым значениям несоосности, т.е. этими методами мы вынуждены были пользоваться из-за отсутствия более точных средств.
Данные независимых экспертов о том, что около 70% дефектов механизмов вызвано производством работ по их обслуживанию, заставляют особое внимание уделить вопросам оснащения ремонтных бригад приборами и инструментом, способными обеспечить высокое качество выполненных работ. Из известных методов центровки, несомненно, самым точным является лазерный метод.
Однако приборы, основанные на нем, долгое время отпугивали потребителей в основном из-за своей сложности. Наша фирма совместно с НПП «Контест» окончательно устранили этот недостаток, выпустив на рынок приборы серии «АВВ». Эти приборы исключительно просты и надежны в эксплуатации.
Они не требуют специального обучения персонала: техник-механик, привыкший к традиционным методам центровки, может самостоятельно овладеть навыками работы с приборами в течение часа. В приборах на базе лазерной и микропроцессорной техники реализован метод «обратных индикаторов», обеспечивающий быстрое и качественное выполнение работ, почти полностью исключается влияние «человеческого фактора».
Используемые при этом лазерные лучи не отклоняются от прямолинейности, что позволяет при разрешении детектора 0,001 мм обеспечить высокую точность. Данные в процессе центровки выводятся на экран в режиме реального времени. Таким образом, результаты перемещений агрегата, установки подкладок или затяжки болтов крепления можно видеть в тот самый момент, когда они производятся.
Программное обеспечение приборов дает возможность учитывать и компенсировать влияние тепловых деформаций и смещений от натяжения трубопроводов при выходе механизма на эксплуатационный режим. Какова экономическая эффективность? Статистика показывает, что для эффективного решения проблемы ежегодные затраты (стоимость приборов, подготовка и обучение персонала) должны составлять не менее 1% от стоимости основного оборудования.
При этом непосредственно экономится 7–12% годовых затрат на приобретение запчастей (подшипников, манжет, муфт), до 60% затрат на восстановление валов и корпусных деталей, 5–12% электроэнергии или топлива. Значительно сокращаются убытки связанные с простоем и ремонтом машин.
Диагностика подшипников качения
Подшипник качения является самым распространенным и наиболее уязвимым элементом любого роторного механизма. Подшипники осуществляют пространственную фиксацию вращающихся роторов и воспринимают основную часть статических и динамических усилий, возникающих в механизме.
Поэтому техническое состояние подшипников является важнейшей составляющей, определяющей работоспособность механизма в целом. Для оценки технического состояния и диагностики подшипников качения в настоящее время широко используются следующие методы: ПИК-фактор, по спектру вибросигнала,по спектру огибающей, по методу ударных импульсов. Рассмотрим подробнее каждый из них.
1. Метод ПИК-фактора.
Для контроля за техническим состоянием подшипников по этому методу необходимо иметь простой виброметр, позволяющий измерять два параметра вибросигнала:
- среднеквадратичное значение уровня (СКЗ) вибрации, т.е. энергии вибрации;
- пиковую амплитуду (ПИК) вибрации (положительную, отрицательную или полный размах — значения не имеет).
Отношение двух этих параметров ПИК/СКЗ называется ПИК-фактором. В осциллограмме нового, хорошо смазанного подшипника присутствует стационарный сигнал шумового характера (рис. 1, а).С течением времени, по мере появления дефектов на деталях подшипника, в сигнале начнут появляться отдельные, короткие амплитудные пики, соответствующие моментам соударения дефектов (рис. 1, б).
В дальнейшем, с развитием дефекта, сначала увеличиваются амплитуды пиков, потом постепенно увеличивается и их количество (рис. 1, в).Например, дефект, появившись на одном из шариков, создает впоследствии забоину на кольце, с него она переносится на другой шарик, дефекты шариков начинают вырабатывать сепаратор и т.д. до полного разрушения.
Если изобразить результаты измерений на графике, мы увидим зависимости, показанные на рис. 2.Сначала по мере появления и развития дефекта нарастает функция ПИК, а СКЗ меняется очень мало, поскольку отдельные, очень короткие амплитудные пики практически не меняют энергетические характеристики сигнала.
В дальнейшем, по мере увеличения амплитуд и количества пиков, начинает увеличиваться энергия сигнала, возрастает СКЗ вибрации. Отношение ПИКСКЗ из-за временного сдвига междуними имеет явно выраженный максимум на временной оси.На этом и основывается метод ПИК-фактора.
Экспериментально было установлено, что момент прохода функции ПИК-фактор через максимум соответствует остаточному ресурсу подшипника порядка двух-трех недель. Достоинство метода ПИК-фактора — простота. Для реализации нужен обычный виброметр общего уровня. Недостатки— слабая помехозащищенность метода и необходимость проводить многократные измерения в процессе эксплуатации.
Установить датчик непосредственно на наружной обойме подшипника практически невозможно, поэтому сигнал вибрации характеризует не только подшипник, но и другие узлы механизма, что в данном случае рассматривается как помехи. Чем дальше установлен датчик от подшипника и сложнее кинематика самого механизма, тем меньше достоверность метода. Получить оценку состояния по одному замеру невозможно.
2. По спектру вибросигнала
Для контроля за техническим состоянием подшипников по данному методу необходим анализатор спектра вибрации (виброанализатор). Метод базируется на анализе спектра вибрации — выявлении периодичности (частоты) появления амплитудным виброанализатором и по частотному составу спектра (рис. 3),можно идентифицировать возникновение и развитие дефектов подшипника.
Каждому дефекту на элементах подшипника (тела качения, внутреннее и наружное кольцо, сепаратор) соответствуют свои частоты, которые зависят от кинематики подшипника и скорости его вращения.Наличие той или иной частотной составляющей в спектре сигнала говорит о возникновении соответствующего дефекта, а амплитуда этой составляющей— о глубине дефекта.
Достоинства метода:
- высокая помехозащищенность (маловероятно наличие в механизме источников, создающих вибрации на тех же частотах, что и дефекты подшипника);
- высокая информативность. Возможна оценка состояния элементов подшипника (тел качения, внутреннего и наружного кольца, сепаратора), поскольку они генерируют разные частотные ряды в спектре.
Недостатки:
- метод дорогостоящий, если виброанализатор использовать только для контроля подшипников;
- метод малочувствителен к зарождающимся и слабым дефектам в связи с тем, что подшипники в большинстве случаев являются маломощными источниками вибрации. Небольшой скол на шарике или дорожке не в состоянии заметно качнуть механизм, чтобы мы увидели эту частотную составляющую в спектре. И только при достаточно сильных дефектах амплитуды этих частотных составляющих начинают заметно выделяться в спектре.
Метод используется достаточно широко, особенно в среде профессиональных специалистов и дает хорошие результаты.
3. Метод спектра огибающей.
Для контроля за техническим состоянием подшипников по этому методу необходим анализатор спектра вибрации с функцией анализа спектра огибающей высокочастотной вибрации. Метод базируется на анализе высокочастотной составляющей вибрации и выявлении модулирующих ее низкочастотных сигналов.
На рис. 1 видно, что высокочастотная часть сигнала изменяет свою амплитуду во времени, т.е. она модулируется каким-то более низкочастотным сигналом. Выделение и обработка этой информации и составляют основу метода. Рассмотрим подшипник с зарождающимся дефектом (сколом, трещиной и т.д.) на наружной обойме.
При ударе тел качения о дефект возникают высокочастотные затухающие колебания, которые будут повторяться (модулироваться) с частотой равной частоте перекатывания тел качения по наружному кольцу. Именно в этом модулирующем сигнале содержится информация о состоянии подшипника.
Установлено, что наилучшие результаты метод дает в том случае, если анализировать модуляцию не широкополосного сигнала, получаемого от акселерометра, а предварительно осуществить узкополосную фильтрацию сигнала, выбрать основную (несущую) частоту в диапазоне от 4 до 32 кГц и анализировать модуляцию этого сигнала.
Для этого отфильтрованный сигнал детектируется, т.е.выделяется модулирующий сигнал (или еще его называют «огибающая сигнала»), который подается на узкополосный виброанализатор, и мы получаем спектр интересующего нас модулирующего сигнала или спектр огибающей.Что и дало название методу. Обработка сигнала очень сложна, но результат стоит того.
Дело в том, что небольшие дефекты подшипника не в состоянии вызвать заметной вибрации в областинизких и средних частот. В то же время для модуляции высокочастотных вибрационных шумов энергии возникающих ударов оказывается вполне достаточно т.е.метод обладает очень высокой чувствительностью.
Спектр огибающей при отсутствии дефектов представляет собой почти горизонтальную, волнистую линию (рис. 4, а). При появлении дефектов над уровнем линии сплошного фона начинают возвышаться дискретные составляющие, частоты которых однозначно просчитываются по кинематике и оборотам подшипника (рис. 4, б). Частотный состав спектра огибающей позволяет идентифицировать наличие дефектов, а превышение соответствующих составляющих над фоном однозначно характеризует глубину каждого дефекта.
Достоинства метода— высокая чувствительность, информативность и помехозащищенность. Недостаток— высокая стоимость, необходим анализатор спектра вибрации с функцией анализа спектра огибающей высокочастотной вибрации. Метод очень широко используется в среде профессионалов и стационарных системах контроля технического состояния оборудования.
4. Метод ударных импульсов
основан на измерении и регистрации механических ударных волн, вызванных столкновением двух тел.Ускорение частиц материала в точке удара вызывает волну сжатия, которая распределяется в виде ультразвуковых колебаний. Ускорение частиц материала в начальной фазе удара зависит только от скорости столкновения и не зависит от соотношения размеров тел.
Период времени мал, и заметной деформации не происходит. Величина фронта волны является мерой скорости столкновения (удара) двух тел. Во второй фазе удара поверхности двух тел деформируются, энергия движения отклонит тело и вызовет в нем колебания. Для измерения ударных импульсов используется пьезоэлектрический датчик, на который не оказывает влияние фон вибрации и шум.
Вызванная механическим ударом фронтальная волна сжатия возбуждает затухающие колебания в датчике (преобразователе). Пиковое значение амплитуды этого затухающего колебания прямо пропорционально скорости удара v. Поскольку затухающий переходный процесс очень хорошо определяется и имеет постоянную величину затухания, его можно отфильтровать от других сигналов, т.е. от сигналов вибрации.
Изменение и анализ затухающего переходного процесса — основа метода ударных импульсов. Наблюдаемый процесс аналогичен тому, как отзывается на удары камертон. Как бы вы по нему ни ударили — он звенит на своей собственной частоте. Так и подшипниковые узлы от соударения дефектов «звенят» на своей частоте.
Частота эта практически всегда лежит в диапазоне 28–32 кГц, и, в отличие от камертона, эти колебания очень быстро затухают, поэтому на осциллограммах они выглядят практически как импульсы, что и дало название методу. Результаты измерений очень легко нормировать по скорости соударения, зная геометрию подшипника и его обороты.
Амплитуды ударных импульсов однозначно связаны со скоростью соударения дефектов и глубиной дефектов. Поэтому по амплитудам ударных импульсов можно достоверно диагностировать наличие и глубину дефектов. Достоинства — высокая чувствительность, информативность и помехозащищенность. Метод прост и дешев в реализации, существуют простые, портативные приборы.
Недостаток — существует одно ограничение, связанное с конструктивным исполнением механизма. Поскольку речь идет об измерении ультразвуковых волн колебаний, которые очень сильно затухают на границах разъемных соединений, для точности измерений необходимо, чтобы между наружным кольцом подшипника и местом установки датчика существовал сплошной массив металла.
В большинстве случаев это не вызывает проблем. Метод широко используется в среде профессионалов, прост и доступен персоналу, обслуживающему оборудование.
Диагностика электродвигателей
Электродвигатели— самые распространенные приводы современных технологических машин, объективный контроль и анализ текущего технического состояния машины в целом невозможен без точных данных о состоянии электродвигателей. Современные средства контроля и диагностики, базирующиеся на измерении параметров вибрации, дают возможность контролировать состояние как механической, так и электромагнитной систем электродвигателя.
Анализ частотных составляющих вибрации позволяет распознавать основные неисправности электрических цепей и электромагнитной системы электродвигателя на ранней стадии развития дефектов.
Несимметрия электрических цепей ротора
Обрыв стержня ротора или повышение электрического сопротивления в месте его соединения с короткозамыкающим кольцом занимают второе место после подшипников среди причин, приводящих к отказу асинхронных электродвигателей.
Обрыв стержня и вызванный им локальный нагрев ротора в месте дефекта может привести к его деформации и появлению теплового дисбаланса (нередко ошибочно проводят постоянную подбалансировку ротора, не разбираясь в действительной природе дефекта), при этом изменение его линейных размеров вызывает избыточную осевую нагрузку на подшипники и преждевременный их выход из строя.
Поскольку через стержни соседние с поврежденным течет ток превышающий номинальный, подвергая их дополнительным механическим и тепловым нагрузкам, то ускоренный их выход из строя неизбежен. Если вовремя не принять меры, то в результате этого процесса возможна остаточная тепловая деформация ротора и его выбраковка.
Дефект проявляется в увеличении вибрации на частоте вращения и частоте действия электромагнитных сил (вторая сетевая— 100 Гц) с боковыми полосами, сдвинутыми друг от друга на частоту скольжения ротора, умноженную на число полюсов. При этом пик боковой полосы на меньшей частоте всегда меньше «зеркального» пика на большей частоте.
Витковые замыкания в обмотках роторов синхронных электродвигателей и генераторов вызывают вибрацию на тех же частотах, но без боковых полос, т.к. отсутствует скольжение ротора в электромагнитном зазоре. Часто на опорах с момента пуска и до стабилизации теплового режима наблюдается постоянный рост вибрации на частоте вращения ротора, т.к. витковые замыкания из-за локального нагрева и прогиба ротора вызывают тепловой дисбаланс.
Несимметрия электрических цепей статора
Короткие замыкания или обрывы в обмотках статора приводят к появлению пульсирующего крутящего момента. В спектре вибрации проявляется в возрастании уровня вибрации на частоте электромагнитных сил, как в радиальном, так и осевом направлении.
Кроме того, появляются составляющие на зубцовой частоте (количество стержней ротора, умноженное на частоту вращения). Это может приводить к локальному нагреву корпуса статора и вызвать его деформацию, что в свою очередь ведет к перекосу ротора относительно статора и неравномерности воздушного зазора.
Магнитная несимметрия
Эксцентриситет статора (неравномерный воздушный зазор) чаще всего является следствием не качественного монтажа подшипниковых опор, неплоскостности опорных поверхностей фундамента или тепловых деформаций в агрегате и фундаменте. Проявляется в возрастании уровня вибрации на частоте электромагнитных сил и на частоте вращения электромагнитного поля в зазоре (частота сети, деленная на количество пар полюсов).
Эксцентриситет внешней поверхности ротора относительнооси его вращения проявляется в увеличении вибрации на частоте вращения и частоте действия электромагнитных сил с боковыми полосами, сдвинутыми друг от друга на частоту равную частоте скольжения ротора, умноженную на число полюсов.
При этом пик боковой полосы на меньшей частоте равен «зеркальному» пику на большей частоте. Осевое смещение ротора относительно статора приводит к тому, что осевые силы, стремясь вернуть ротор в нейтральное положение, вызывают значительную осевую вибрацию на частоте питающей сети или частоте вращения ротора в зависимости от типа трения в препятствии к осевому смещению.
Большинство подшипников не предназначены для компенсации осевых усилий и поэтому быстро выходят из строя. Ослабление прессовки пакета стали ротора, ведет к увеличению вибрации на частоте действия электромагнитных сил и появлению зубцовой частоты с боковыми полосами, сдвинутыми друг относительно друга на частоту действия электромагнитных сил.
Контроль технического состояния электродвигателей должен проводиться при нагрузке не менее 70% от номинальной, т.к. при контроле на холостом ходу, возможно, выявить только некоторую часть проблем. Основным признаком того, что диагностируемый дефект имеет электромагнитную причину, является мгновенное исчезновение его признаков в спектре вибрации после отключения электродвигателя от сети.
Своевременное определение и устранение дефектов электромагнитной системы электродвигателей возможно только с применением анализаторов спектра вибрации с высокой разрешающей способностью. Это необходимо для четкого разделения в спектре— частоты вращения поля в зазоре и частоты питающей сети от частоты вращения ротора, частоты электромагнитных сил от гармоник частоты вращения ротора, частоты скольжения ротора и боковых полос.
Фирма «Сервис технологических машин» производит вибродиагностические приборы, располагает необходимыми средствами контроля и методами диагностики, инструментом и опытом производства работ по обслуживанию.
Вибрация электродвигателя приводит к быстрому износу подшипников и снижает надежность агрегата. Вибрирующий ротор подвергает подшипники ударным и толчковым нагрузкам, следствием чего могут быть:
- нарушение масляной пленки;
- подплавление баббита;
- появление сколов и трещин на баббите;
- разрыв сепараторов подшипников качения;
- снижение технологических свойств металла;
- излом/изгиб вала;
- повреждение фундамента и опорной рамы;
- отрыв бочки ротора от вала;
- появление трещин в торцовой крышке и станине статора;
- преждевременный износ изоляции обмоток.
Блок: 1/3 | Кол-во символов: 568
Источник: https://perm.szemo.ru/press-tsentr/article/prichiny-vibratsii-elektrodvigatelya-i-sposoby-ee-ustraneniya/
Содержание
- 0.1 Вибрация электродвигателя: причины
- 0.1.1 Причины электромагнитного характера:
- 0.1.2 Причины механического характера:
- 1 Монтаж и центровка электродвигателя
- 2 Первый пуск электродвигателя
- 3 Как устранить вибрацию электродвигателя
- 4 Пуск двигателя с фазным ротором
- 5 Измерение вибрации электродвигателей
Вибрация электродвигателя: причины
Возникновение нежелательных колебаний может быть обусловлено влиянием как электромагнитных, так и механических факторов.
Причины электромагнитного характера:
- появление трещин в стержнях короткозамкнутого ротора или их полный обрыв;
- деформация пластин ротора.
Обрыв или появление трещины хотя бы в одном стержне «беличьей клетки» является причиной появления асимметрии в магнитных моментах, действующих на ротор
Из-за деформации пластин в активной стали воздушный зазор между статором и ротором будет неравномерным, что приведет к несимметричности магнитных потоков.
Причины механического характера:
- неправильная центровка двигателя и приводимого механизма;
- дефекты в соединительных муфтах;
- износ подшипников в двигателе или приводимом механизме;
- деформация вала электродвигателя;
- дисбаланс ротора;
- ослабление крепления на месте установки;
- обрыв сварочных швов в консоли или раме.
Блок: 2/3 | Кол-во символов: 928
Источник: https://cable.ru/articles/id-1075.php
Монтаж и центровка электродвигателя
Основания для электродвигателей
Электродвигатель, доставленный к месту установки с заводаизготовителя или со склада, где он хранился до монтажа, или из мастерской после ревизии, устанавливается на подготовленное основание.
В качестве оснований для электродвигателей применяют:
— литые чугунные или стальные плиты;
— сварные металлические рамы;
— кронштейны, салазки и т. д.
Плиты, рамы или салазки выверяются по осям и в горизонтальной плоскости, а затем закрепляются на бетонных фундаментах, перекрытиях и т. п. при помощи фундаментных болтов, которые заделываются в заготовленные отверстия. Эти отверстия обычно оставляют при бетонировании фундаментов, закладывая заблаговременно в соответствующих местах деревянные пробки.
Отверстия небольшой глубины могут быть также пробиты в готовых бетонных основаниях при помощи электрои пневмомолотков, оснащенных высокопроизводительными инструментами с наконечниками из твердых сплавов.
Отверстия в плите или раме для закрепления электродвигателя обычно выполняются на заводе-изготовителе, который поставляет общую плиту или раму для электродвигателя и приводимого им механизма.
Примечание. В случае, если отверстия для электродвигателя отсутствуют, на месте монтажа производится разметка основания и сверление отверстий.
Центровка электродвигателей
Для удобства центровки электродвигателя толщина подкладок должна предусматриваться в пределах 2–5 мм. Подъем электродвигателей на фундаменты выполняется кранами, талями, лебедками и другими механизмами. Подъем электродвигателей весом до 80 кг при отсутствии механизмов может выполняться вручную с применением настилов и других устройств.
Установленный на основание электродвигатель центрируется предварительно с грубой подгонкой по осям и в горизонтальной плоскости. Окончательная выверка производится при сопряжении валов.
Электродвигатель, установленный на опорную конструкцию, центрируется относительно вала вращаемого им механизма. Способы центровки бывают различные в зависимости от типа передачи.
Внимание. От точности выверки зависит надежность работы электродвигателя и главным образом его подшипников.
Центровка двигателя с механизмом необходима для достижения такого взаимного положения валов двигателя и механизма, при котором величины зазоров между полумуфтами будут равны. Это достигается путем передвижения двигателя на небольшие расстояния в горизонтальной и вертикальной плоскостях.
Перед центровкой производится проверка прочности посадки полумуфт на валы путем обстукивания полумуфты при одновременном ощупывании рукой стыка полумуфты с валом.
Центровка производится в два приема:
— предварительная — с помощью линейки или стального угольника;
— окончательная — по центровочным скобам.
Предварительная центровка ведется путем проверки отсутствия просвета между ребром приложенной линейки (стального угольника) и образующими обеих полумуфт. Такая проверка выполняется в четырех местах: вверху, внизу, справа и слева (рис. 6).
Совет. Во всех случаях при центровке нужно обращать внимание на то, чтобы количество отдельных прокладок под лапами электродвигателей было как можно меньше. Тонких прокладок толщиной 0,5–0,8 мм желательно применять не более 3–4 шт.
Если по условиям центровки прокладок оказывается больше, то их заменяют общей прокладкой большей толщины. Большое количество прокладок, и тем более из тонких листов, не обеспечивает надежного закрепления электродвигателя и может вызвать нарушение центровки. Это представляет неудобство и при последующих ремонтах и центровках во время эксплуатации.
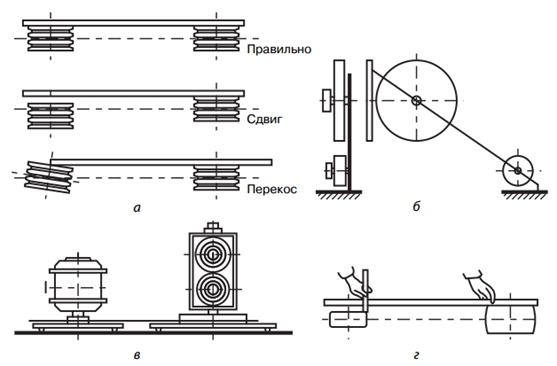
Рис. 6. Выверка валов при ременной и клиноременной передачах с помощью: а — выверочной линейки; б — скоб и струны; в — шнурка; г — при шкивах разной ширины
Монтаж двигателей с фазным ротором
Монтаж асинхронных электродвигателей с фазным ротором производится аналогично монтажу электродвигателей с короткозамкнутым ротором, но при этом дополнительно выполняются работы по монтажу пусковых реостатов, проверке щеток и механизма подъемных щеток.
Схема соединения обмоток и включения в сеть асинхронного электродвигателя с фазным ротором показана на рис. 7.
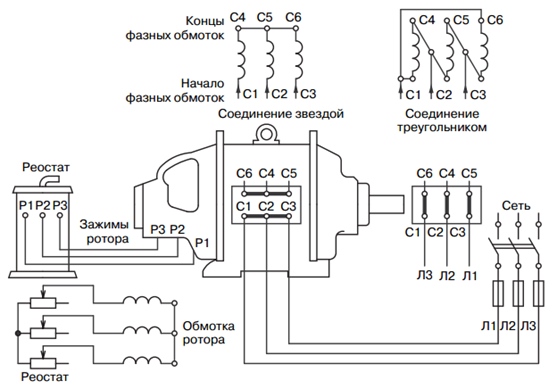
Рис. 7. Схема соединения обмоток и включения в сеть асинхронного электродвигателя с фазным ротором
Монтаж пускового реостата
Перед монтажом пускового реостата производится проверка надежности контактов отдельных выводов путем подтяжки крепящих гаек и проверки прозвонкой целости всех цепей. После этого замеряется величина сопротивления изоляции.
Внимание. Если величина сопротивления изоляции меньше 1 МОм, устанавливается причина ее понижения путем проверки целости изоляционных деталей и отсутствия касания выводных концов о корпус.
Причины понижения величины сопротивления изоляции:
— отсыревание изолирующей плиты, на которой расположены неподвижные контакты;
— нарушение изоляции траверсы подвижных контактов.
При необходимости производится сушка указанных изолирующих деталей в сушильном шкафу или при помощи электрических ламп накаливания.
Подготовленный к монтажу пусковой реостат устанавливают на месте, указанном в проекте. Для удобства эксплуатации реостаты располагают вблизи пусковой аппаратуры и таким образом, чтобы было видно, как происходит разворот электродвигателя и механизма.
Расстояние от пола или площадки обслуживания до рукоятки реостата принимается 800–1000 мм. Для лучшего охлаждения оставляется зазор в 50–100 мм между реостатом и полом и т. п.
Корпус реостата заземляется. В реостат с масляным охлаждением заливается трансформаторное масло до установленного уровня. Электрическая прочность заливаемого масла не нормируется, но обычно используется сухое масло.
Проверка контактных колец и обмотки ротора
Перед монтажом (или при разборке электродвигателя с фазным ротором, если она производится) проверяется состояние:
— обмотки ротора;
— выводных концов от нее;
— контактных колец и щеток.
Проверяется надежность контактов, к которым крепятся выводные концы и токоподводы к щеткам, с проверкой мегаомметром сопротивления изоляции и целости (отсутствие обрыва) цепи.
Внимание. Величина сопротивления изоляции обмоток ротора и колец не должна быть ниже 0,5 МОм.
Если величина сопротивления изоляции меньше указанной, то устанавливается причина ее понижения, проверяется отдельно сопротивление изоляции обмоток и каждого кольца. Причиной понижения изоляции может быть отсыревание изоляции обмоток или колец. В этом случае производится сушка изоляции. Иногда сушкой не удается добиться улучшения состояния изоляции колец из-за повреждения изоляции. В этом случае снимаются кольца и устраняются причины, снизившие сопротивление изоляции.
Блок: 2/6 | Кол-во символов: 6524
Источник: https://eti.su/articles/spravochnik/spravochnik_1677.html
Первый пуск электродвигателя
Первый пробный пуск двигателя производится поле окончания всех его испытаний и при их положительных результатах.
Пуск двигателя производится наладчиками в присутствии представителя электромонтажной организации. При этом пускаются несколько электродвигателей, входящих в одну электроустановку.
Перед пуском двигатель должен быть подготовлен, и пуск проведен с осторожностью.
Необходимо проверить:
— комплектность двигателя;
— состояние передачи от двигателя к механизму;
— наличие кожуха передачи и кожуха вентилятора двигателя;
— наличие смазки в подшипниках;
— устройство заземления.
Внимание. Все виды защит двигателя должны быть испытаны и поставлены на минимальные уставки.
Перед пробным пуском двигателя нужно провернуть его и проверить свободный ход. На случай отказа схемы управления двигателем при его отключении необходимо предусмотреть аварийное снятие напряжения ближайшим рубильником или автоматам.
При двигателе большой мощности или протяженном механизме необходимо расставить наблюдающих за работой двигателя и механизма.
Сначала двигатель пускается на 1–2 с. При этом проверяется направление вращения, работа механической части и поведение механизма.
При нормальном первом включении двигатель включается до разгона на полные обороты. При этом следят за током нагрузки по амперметру и по поведению двигателя, за состоянием защиты, работой щеток при их наличии, по звуку определяют, нет ли касания вращающихся частей за неподвижные, нет ли вибрации, нагрева подшипников.
При всех замеченных неполадках двигатель немедленно отключается без предупреждения.
При удовлетворительных результатах пробных пусков двигатель включается на более продолжительное время на обкатку. При этом проверяют нагрев подшипников, обмоток, стали магнитопровода.
Блок: 3/6 | Кол-во символов: 1766
Источник: https://eti.su/articles/spravochnik/spravochnik_1677.html
Как устранить вибрацию электродвигателя
Прежде чем решать, как устранить вибрацию электродвигателя, необходимо точно установить ее причину. Проверьте, надежно ли закреплен агрегат, не нарушена ли сварка частей фундаментной рамы, не разрушен ли бетон фундамента. При включенном движке определите на ощупь и сравните вибрацию лап, болтов крепления и рамы около лап. Положите палец на стык лапы и болта. Если вы чувствуете, что лапа двигателя вибрирует сильно, а болт вибрирует незначительно или совсем не вибрирует, а при работе они смещаются относительно друг друга, причина – недостаточная затяжка болта. При вибрации лапы и болта проверьте тем же способом разницу вибрации на стыках:
- рамы и лапы;
- вертикальной части рамы и верхней полки;
- верхней и нижней полок и ребра жесткости;
- фундамента и нижней полки рамы.
Также на нарушение прочного сопряжения деталей указывают брызги масла или пузыри в местах стыков. Разъедание бетона маслом является причиной нарушения сопряжения между фундаментом и рамой. В этом случае остановите движок и удалите весь пропитанный бетон (даже тот, что на вид сохраняет прочность), затем замените его свежим. При отсутствии видимых дефектов крепления агрегата и рабочего устройства, рамы, фундамента, рассоедините муфту между рабочим механизмом и двигателем и запустите движок на холостом ходу. Если вибрации нет, причина может быть в нарушении центровки, износе полумуфт и/или пальцев, дисбалансе приводного устройства. Вибрация на холостом ходу указывает на дефекты электродвигателя. Отключите его от сети и посмотрите, исчезнет ли вибрация сразу после этого. Если она исчезла – зазор между статором и ротором неравномерен, и его нужно выровнять. Когда двигатель, запущенный на холостом ходу, вибрирует очень сильно, причины могут быть две – либо неравномерный зазор, либо (если зазор равномерен) обрыв стержня ротора. Во втором случае обмотку ротора необходимо отремонтировать. Если после отключения от сети вибрация пропадает не сразу, а постепенно снижается, проверьте баланс ротора. К его неправильному балансу могут привести:
- неуравновешенность полумуфты;
- смещение обмотки;
- изгиб вала или трещины на нем;
- отрыв бочки ротора от вала.
Снимите полумуфту и запустите двигатель без нее. Если после этого он работает нормально, значит, полумуфта не сбалансирована. Установите ее на оправку и проточите на токарном станке по всей наружной поверхности. При вибрации агрегата со снятой полумуфтой выньте ротор и проверьте его на предмет отсутствия дефектов на валу и надежности крепления роторной бочки. Если дефектов не обнаружено, отбалансируйте ротор на станке. Дефекты подшипников качения определяются по уровню производимого ими шума и нагреву. Проблема решается заменой подшипников. Дефекты соединительной муфты, являющиеся причиной вибрации, чаще всего вызваны:
- неуравновешенностью полумуфт;
- разным весом пальцев;
- несоосностью отверстий полумуфт;
- неравномерным износом пальцев;
- сильным износом мягких шайб.
Взвесьте пальцы и пару, имеющую одинаковый вес, установите в противоположные отверстия полумуфт. На сработавшихся пальцах замените кожу или резину. Замените полумуфты с несоосными отверстиями.
Блок: 3/3 | Кол-во символов: 3171
Источник: https://nsk.szemo.ru/press-tsentr/article/prichiny-vibratsii-elektrodvigatelya-i-sposoby-ee-ustraneniya/
Пуск двигателя с фазным ротором
Пусковые свойства асинхронного двигателя зависят от особенностей его конструкции, в частности от устройства ротора.
Примечание. Пуск асинхронного двигателя сопровождается переходным процессом машины, связанным с переходом ротора из состояния покоя в состояние равномерного вращения, при котором момент двигателя уравновешивает момент сил сопротивления на валу машины.
При пуске асинхронного двигателя имеет место повышенное потребление электрической энергии из питающей сети, затрачиваемое не только на преодоление приложенного к валу тормозного момента и покрытие потерь в самой асинхронном двигателе, но и на сообщение движущимся звеньям производственного агрегата определенной кинетической энергии. Поэтому при пуске асинхронный двигатель должен развить повышенный вращающий момент.
Для асинхронного двигателя с фазным ротором начальный пусковой момент, соответствующий скольжению sп=1, зависит от активных сопротивлений регулируемых резисторов, введенных в цепь ротора (рис. 8).
Так, при замкнутых контактах ускорения У1, У2, т. е. при пуске асинхронного двигателя с замкнутыми накоротко контактными кольцами, начальный пусковой момент Мп1 имеет величину (0,5–1,0)Мном.
Начальный пусковой ток Iп имеет величину (4,5–7)Iном и более.
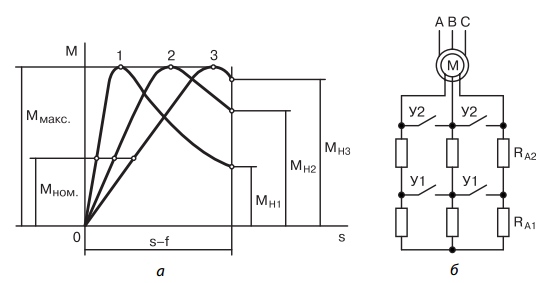
Рис. 8. Пуск трехфазного асинхронного двигателя с фазным ротором: а — графики зависимости вращающего момента двигателя с фазным ротором от скольжения при различных активных сопротивлениях резисторов в цепи ротора (цифры 1, 2, 3 —
это различные сопротивления в цепи ротора); б — схема включения резисторов и замыкающих контактов ускорения в цепь ротора
Малый начальный пусковой момент асинхронного электродвигателя с фазным ротором может оказаться недостаточным для приведения в действие производственного агрегата и последующего его ускорения.
Значительный пусковой ток вызовет повышенный нагрев обмоток двигателя, что ограничивает частоту его включений, а в маломощных сетях приводит к нежелательному для работы других приемников временному понижению напряжения. Эти обстоятельства могут явиться причиной, исключающей использование асинхронных двигателей с фазным ротором с большим пусковым током для привода рабочих механизмов.
Введение в цепь ротора двигателя регулируемых резисторов, называемых пусковыми, не только снижает начальный пусковой ток, но одновременно увеличивает начальный пусковой момент, который может достигнуть максимального вращающего момента Mmax (рис. 8, а, кривая 3), если критическое скольжение двигателя с фазным ротором
sкр = (R2′ + Rд‘)/(Х1 + Х2′) = 1,
где Rд‘ — активное сопротивление резистора, находящегося в фазе обмотки ротора двигателя, приведенное к фазе обмотки статора.
Примечание. Дальнейшее увеличение активного сопротивления пускового резистора нецелесообразно, так как оно приводит к ослаблению начального пускового момента и выходу точки максимального вращающего момента в область скольжения s > 1, что исключает возможность разгона ротора.
Необходимое активное сопротивление резисторов для пуска двигателя с фазным ротором определяют, исходя из требований пуска, который может быть:
— легким, когда Мп = (0,1 – 0,4)Mном;
— нормальным, если Мп составляет (0,5–0,75)Мном;
— тяжелым — при Мп ≥ Мном.
Для поддержания достаточно большого вращающего момента двигателем с фазным ротором в процессе разгона производственного агрегата с целью сокращения длительности переходного процесса и снижения нагрева двигателя необходимо постепенно уменьшать активное сопротивление пусковых резисторов.
Допустимое изменение момента в процессе разгона M(t) определяется электрическими и механическими условиями, лимитирующими пиковый предел момента М > 0,85Ммах, момент переключения М2 >> Мс (рис. 9), а также ускорение.
Переключение пусковых резисторов обеспечено поочередным включением контакторов ускорения Y1, Y2, соответственно, в моменты времени t1, t2, отсчитываемые с момента пуска двигателя, когда в процессе разгона вращающий момент М становится равным моменту переключения М2. Благодаря этому на протяжении всего пуска все пиковые моменты получаются одинаковыми, а все моменты переключения равны между собой.
Поскольку вращающий момент и ток асинхронного двигателя с фазным ротором взаимно связаны, то можно при разгоне ротора установить:
— пиковый предел тока
I1=(1,5–2,5) Iном;
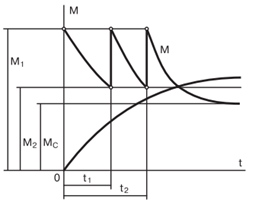
Рис. 9. Пусковые характеристики трехфазного асинхронного двигателя с фазным ротором
— ток переключения I2, который должен обеспечить момент переключения М2 > Мc.
Отключение асинхронных двигателей с фазным ротором от питающей сети всегда выполняют при цепи ротора, замкнутой накоротко, во избежание появления перенапряжений в фазах обмотки статора, которые могут превысить номинальное напряжение этих фаз в 3–4 раза, если цепь ротора в момент отключения двигателя окажется разомкнутой.
Блок: 4/6 | Кол-во символов: 4763
Источник: https://eti.su/articles/spravochnik/spravochnik_1677.html
Измерение вибрации электродвигателей
Причины возникновения вибрации
Величина вибрации измеряется на всех подшипниках электродвигателей в горизонтально-поперечном (перпендикулярно оси вала), горизонтально-осевом и вертикальном направлениях.
Измерение вибрации производится:
— в двух первых направлениях — на уровне оси вала;
— в вертикальном направлении — в наивысшей точке подшипника.
Вибрация электродвигателей измеряется виброметрами. Повышенная вибрация, чаще всего, может быть вызвана электромагнитными или механическими причинами.
Электромагнитные причины возникновения вибрации электродвигателей:
— неправильное выполнение соединений отдельных частей или фаз обмоток;
— недостаточная жесткость корпуса статора, вследствие чего активная часть якоря притягивается к полюсам индуктора и вибрирует;
— замыкания различного вида в обмотках электродвигателей;
— обрывы одной или нескольких параллельных ветвей обмоток;
— неравномерный воздушный зазор между статором и ротором.
Механические причины вибрации электродвигателей:
— неправильная центровка электродвигателя с рабочей машиной;
— неисправности в соединительной муфте;
— искривление вала;
— неуравновешенность вращающихся частей электродвигателя или рабочей машины;
— ослабление крепления или посадки вращающихся частей.
Технические характеристики виброметров
Малогабаритный виброметр марки «К1» (рис. 10) предназначен для проведения измерения вибрации в размерности виброскорости (мм/с) в стандартном диапазоне частот от 10 до 1000 Гц. Прибор может быть использован неквалифицированным персоналом.
Преимуществами виброметра К1 являются:
— яркий экран, допускающий работу в широком диапазоне температур, до –20 °С;
— малые габариты и вес;
— возможность длительной работы от встроенных аккумуляторов.
Малогабаритный виброметр марки «Vibro Vision» предназначен для контроля уровня вибрации и экспресс-диагностики дефектов вращающегося оборудования. Позволяет измерять общий уровень вибрации (среднеквадратичное значение, пик, размах), оперативно диагностировать состояние подшипников качения.

Рис. 10. Внешний вид виброметра К1
Виброметр регистрирует сигналы в размерности виброускорения, виброскорости, виброперемещения при помощи встроенного или внешнего датчика. При помощи встроенного вибродатчика виброметр наиболее удобен для простых и оперативных измерений.
При использовании внешнего датчика, устанавливаемого на контролируемом оборудовании при помощи магнита или с использованием щупа, можно проводить более сложные измерения. Дополнительными функциями виброметра «Vibro Vision» являются:
— определение состояния подшипников качения на основе расчета эксцесса виброускорения;
— простейший анализатор вибросигналов.
Прибор позволяет оценивать форму вибросигнала (256 отсчетов) и анализировать спектр вибросигнала (100 линий). Это позволяет «на месте» диагностировать такие дефекты, как небаланс, расцентровку.
Блок: 5/6 | Кол-во символов: 2844
Источник: https://eti.su/articles/spravochnik/spravochnik_1677.html
Кол-во блоков: 8 | Общее кол-во символов: 21513
Количество использованных доноров: 5
Информация по каждому донору:
- https://cable.ru/articles/id-1075.php: использовано 1 блоков из 3, кол-во символов 928 (4%)
- https://www.szemo.ru/press-tsentr/article/prichiny-vibratsii-elektrodvigatelya-i-sposoby-ee-ustraneniya/: использовано 1 блоков из 3, кол-во символов 949 (4%)
- https://nsk.szemo.ru/press-tsentr/article/prichiny-vibratsii-elektrodvigatelya-i-sposoby-ee-ustraneniya/: использовано 1 блоков из 3, кол-во символов 3171 (15%)
- https://eti.su/articles/spravochnik/spravochnik_1677.html: использовано 4 блоков из 6, кол-во символов 15897 (74%)
- https://perm.szemo.ru/press-tsentr/article/prichiny-vibratsii-elektrodvigatelya-i-sposoby-ee-ustraneniya/: использовано 1 блоков из 3, кол-во символов 568 (3%)
|
Поделитесь в соц.сетях: |
Оцените статью:
|
Эксперт раздела «Вопрос электрику», автор статей.
Электромонтер по ремонту и обслуживанию электрооборудования, опыт работы более 5 лет.
Вибрация электродвигателя — часто встречающаяся проблема. Однако, в период эксплуатации ей мало уделяют внимания. Результатом биения может стать трещина станины двигателя, перегрев и выход из строя подшипников, изгиб ротора, что в итоге приведет к выходу из строя электродвигателя. Своевременная диагностика качества работы электрической машины поможет выявить повышенные шумы и вибрации и оперативно их устранить.
- Причины возникновения
- Вибрационные характеристики
- Приборы для измерения вибрации
- Алгоритм выявления неисправности
Причины возникновения
Вибрации электрических машин могут возникать на холостом ходу, тогда источник дефекта имеет магнитную природу (неправильный воздушный зазор между статором и ротором, отслоение лака обмоток и так далее) или в момент пуска и под нагрузкой, тогда источник проблемы механический.
К механическим источникам вибрации можно отнести изгиб вала (может быть как следствием, так и причиной), нарушение центровки ротора, перегрев подшипников (например, из-за отсутствия смазки), ослабление резьбовых соединений крепления элементов электродвигателя. Также режим использования электродвигателя (генератор или движитель) может объяснить причину возникновения неисправности, например, поломка лопастей электровентилятора или нарушение соосности муфты при вращении гидроагрегатов.
Вибрационные характеристики
При замере вибрации измеряют её вертикальную и горизонтальную составляющие (или как ещё называют осевая и поперечная). Существует несколько понятий вибрационных характеристик, давайте разберемся какими они бывают и в чем измеряются:
- Виброскорость (измеряется в миллиметрах на секунду, мм/с) – величина, характеризующая перемещение точки измерения вдоль оси электродвигателя.
- Виброускорение (измеряется в метрах на секунду в квадрате, м/с2) – прямая зависимость вибрации от силы её вызвавшей. Виброперемещение (измеряется в микрометрах, мкм) – величина амплитуды, показывающая расстояние между крайними точками при вибрации.
При замерах вибрационных характеристик, как правило, замеряют виброскорость, так как она наиболее точно описывает характер проблемы. При этом измеряют не наибольшее значение виброскорости, а её среднеквадратичное значение (СКЗ). По причине того, что все стрелочные приборы по принципу действия (которые использовались ранее) являются интегрирующими. Допустимые нормы вибрации электродвигателей приведены в Правилах эксплуатации электрических станций и сетей (ПТЭ) и в ГОСТ ИСО 10816.
Так как существует множество разнообразных электрических машин ГОСТ Р 56646-2015 поможет разобраться, какой именно стандарт из группы ГОСТ ИСО 10816 применим к конкретному электродвигателю. Например, для компрессоров, двигателей с насосом и других применений электропривода могут быть различные нормы и требования по проведению замеров.
В этих документах приведены основные требования, нормы, рекомендации, классы вибрационного состояния и прочее.
Приборы для измерения вибрации
Приборы для измерения вибрации делятся на несколько типов: виброметр, виброграф и виброанализатор. Виброметр, простейший прибор, определяет только один параметр (СКЗ виброскорости). Виброграф, пишущий прибор, регистрирующий амплитуду колебаний. Эти два прибора помогут выявить только превышения норм.

Выявить причины (на основании замеряемых параметров) нарушений вибрационных характеристик сможет лишь виброанализатор. Существую одноканальные и многоканальные виброанализаторы, эти приборы позволяют загрузить в них программу измеряемых параметров с компьютера, что после замеров позволит произвести анализ, сделать расчёт и выявить источник вибраций. При использовании виброанализатора, на электродвигатель навешиваются датчики вибрации. Таким образом можно точно установить причину неисправности и меры её устранения.
Алгоритм выявления неисправности
Для определения и устранения причин вибрации электродвигателя существует несложный алгоритм. Осмотреть работающий электродвигатель на предмет отсутствия незакрученных болтов, крышек, надежность крепления двигателя к раме. Далее необходимо рассоединить двигатель и приводимый им в движение механизм. Если вибрация пропала, то причина в соединительной муфте (нарушение центровки полумуфт, разный вес пальцев и так далее).

Если после отсоединения приводного механизма вибрация на холостом ходу присутствует. Значит причина в самом электродвигателе, при отключении питания (когда двигатель на выбеге) должна прекратиться вибрация. Если при отключенном питании она прекратилась, то всему виной воздушный зазор между статором и ротором. При затухающей амплитуде вибраций при отключенном питании, причина в механическом дефекте ротора (изгиб, трещина, дефект роторной бочки) или дефекте полумуфты.
Если при снятой полумуфте вибрация отсутствует, значит – в полумуфте, в противном случае необходимо снимать ротор для динамической балансировки на станке или выявления повреждений обмоток. При диагностике электродвигателя на подшипниках качения их неисправность легко выявить – повышенный шум и сильный нагрев.

Дефект подшипников скольжения будет проявляться под нагрузкой, если выявить причины вибрации под нагрузкой не удаётся, то, скорее всего, виноваты подшипники, необходимо их заменить или отдельно продиагностировать (например, датчики вибрации подключить к месту установки подшипников).

При выявлении повышенного нагрева подшипников необходимо также замерять уровень вибрационных характеристик, потому как сам по себе подшипник редко является источником проблемы, скорее, как следствие.

Важно понимать, что на ответственных механизмах (турбоагрегаты ГЭС, электродвигатели в АЭУ, электроприводы гидростанций и так далее) замер уровня вибрации должен производиться регулярно, в соответствии с графиком технического обслуживания. Замеры должны проводить представители завода-изготовителя или специалисты организации, имеющей лицензию на проведение такого типа работ. Замеры вибрационных характеристик с замером температуры подшипников должны быть отражены в формуляре электрической машины.
Теперь вы знаете, почему возникает вибрация электродвигателя, а также как происходит определение и устранение причин. Надеемся, предоставленная инструкция помогла найти и решить проблему!
Материалы по теме:
- Что такое дребезг контактов и как его устранить
- Почему отключается автоматический выключатель
- Неисправности в электроустановках и причины их возникновения
Опубликовано 25.07.2019 Обновлено 25.07.2019 Пользователем Александр (администратор)