Регистрация: 12.09.2007
Выкса
Сообщений: 8
Уважаемые форумчане, мне нужен ваш совет — в своей квартире я установил автономное отопление, выполнив разводку трубами ППР, разводку центрального отрезали и варили сваркой(опускал в обратку).
После подачи в систему центального отопления воды на одном из Т-образных соединений (25-подача трубы врезана в 40-ю-обратка), в районе сварного шва имеется протечка 1-3 капли в час.
Пробовать переварить не представляется возможности, т.к. рядом уже проходят мои трубы отопления и воздействие температуры от сварочного аппарата может их повредить.
Каким образом можно произвести герметизацию данной протечки???
Мысли склоняются к использованию Термитного карандаша — кто нибудь пробовал???
Имеется ли какой нибудь способ наложить хомут на Т-образное соединение — течет в месте примыкания труб — простым хомутом зафиксировать не получается….
Регистрация: 29.10.2005
Санкт-Петербург
Сообщений: 6260
В мою бытность работы на нефтебазе (по светлым нефтепродуктам) небольшие (капельные) течи на сварных швах лечили заклепыванием их. Там своя специфика: выпаривать трубопровод перед повторной сваркой муторно. Ставим зубило в районе точки, где капает — по нему молотком. Кстати, на нефтебазах пользуют искробезопасный
Ставим зубило в районе точки, где капает — по нему молотком. Кстати, на нефтебазах пользуют искробезопасный  (медь, бронза) интструмент, а вам и обычный сойдет….
(медь, бронза) интструмент, а вам и обычный сойдет….
Регистрация: 26.02.2006
Санкт-Петербург
Сообщений: 3081
Да заклейте Вы это место эпоксидной шпаклевкой для пластмассы. Продается в автомагазинах в виде карандаша. Отрезал, размял руками и приклеял. Через 5-10 мин уже отвердевает насмерть. Только протрите перед этим все насухо и зашкурьте средрей шкуркой, для улучшения адгезии.
Регистрация: 05.02.2008
Санкт-Петербург
Сообщений: 3098
alex_koz написал :
использованию Термитного карандаша
у него температура повыше чем при обычной сварке -пластик кукарекнет
Регистрация: 12.09.2007
Выкса
Сообщений: 8
А применение «Холодной сварки», с учетом того, что давление в системе отопления не снимается может принести какой нибудь результат?
Есть мысль вывести «холодной сваркой» хотя-бы на три плоскости перпендикулярные трубам (25 и 40 соответственно)- чтобы в последующем наложить хомут с резиной.
Регистрация: 12.08.2008
Санкт-Петербург
Сообщений: 3270
Регистрация: 06.09.2008
Севастополь
Сообщений: 460
Прежде чем чеканить попробуйте просто набрать жменю соли и потереть место предполагаемой течи, втирая соль убедитесь что она хорошенечко заполнила все провалы и поринки шва. Думаю 2-3 капли это ерунда, соль должна затянуть пору. Если же всетаки рашитесь чеканть убедитесь что шов незамачивали водой после сварки, если шов каленый, белее чем обычный(или часть шва) то чеканить небезапасно, может треснуть, да и незачеканиете должным образом. Попробуйте соль, дедовский верный способ.
Регистрация: 17.12.2005
Пенза
Сообщений: 3459
Думаю, пластиковые трубы надо отгородить от места сварки металлическим листом (например, из духовки, если в хозяйстве другие не водятся), и для предотвращения нагрева — дополнительно асбестовое полотно проложить. А вот теперь — варить место течи.
Содержание
- Подтекает сварочный (сварной) шов чем его можно замазать, или заделать чтобы устранить течь?
- Как заварить трубу с водой — несколько проверенных вариантов
- Особенности сваривания трубопроводов с водой
- Как заварить трубу с водой
- При образовании трещины
- Со свищом
- На стыке двух соединяемых труб
- Врезка в трубопровод под давлением
Подтекает сварочный (сварной) шов чем его можно замазать, или заделать чтобы устранить течь?
Сварщики видимо допустили ошибку, в одном месте есть не большая течь на сварочном шве, чем можно заделать, или как-то замазать течь на сварочном шве, или надо звонить сварщикам?

Конечно важно учитывать что это за металл, какой сваркой сваривали трубы (электросварка, газосварка), что это за система (водопровод, отопление), какое в ней давление, насколько сильно течёт в районе сварочного шва и.т.п.
Лучший из вариантов, позвонить тем же сварщикам и попросить переделать (точней доделать) свою работу.
Если это не вариант, то можно сделать следующее:
Возьмите в руки фонарик, определитесь с конкретным местом протечки далее при помощи зубила и молотка проблемный участок зачеканивается.
Заделать не большую щель (течь) можно и солью.
Если речь о системе отопления (открытой) в наличие расширительный бак, можно в бак засыпать не много горчицы (грамм 100, примерно) к утру течи не будет.
Это «дедовский» метод, но вполне рабочий.
Можно купить вот такую

В некоторых случаях поможет эпоксидная смола + отвердитель, можно в смолу добавить алюминиевый порошок, но опять же надо знать о каком, конкретно, металле идёт речь.
Если выбрали этот вариант, то ремонтируемый участок должен быть сухим и обезжиренным.
Можно течь устранить бинт + эпоксидная смола.
Можно хомут с резиновой прокладкой установить на проблемный участок, если есть такая возможность.
Заделывал как-то течь по сварному шву бинт + плиточный клей, то есть делал своего рода бандаж, но воду из системы надо слить и клей застывает примерно сутки.
Прошло года 2, течи нет.

Если течь (прямо подтекает) — звонить сварщикам, пускай переделывают, и не зависит от того, какая это труба, горячей или холодной воды, или отопления, однозначно течи надо устранять сваркой.
Если висят небольшие капли, но не течёт, а труба подачи холодной воды, тогда однозначно звонить сварщикам, трубы с холодной водой не любят течи, можно временно устранить её, но потом потечёт ещё сильнее, если не лопнет это место при перепаде давления.
Если висят капли, а труба подачи горячей воды, тут решать вам, я бы конечно позвонил сварщикам, нет ничего лучше, чем заварить трещину или дырку, но также есть вариант устранить капли своими силами. Одно из проверенных средств — это соль, надо намочить тряпку и обмазав её солью, обернуть трубу, в течении суток мочите тряпку, а потом просто снимите, если потеть перестанет, тогда на ваш страх и риск можно уже и не звонить сварщикам.
Если капли висят на трубе отопления, тогда это распространённое явление, трубы на отопление ржавые и закоксованные солями, примените вышеописанный способ с солью, она и та, которая накипи внутри забьёт дырку на долгое время.
Источник
Как заварить трубу с водой — несколько проверенных вариантов
Каждому квалифицированному специалисту при проведении сварочных работ приходится решать ряд сложных задач. Одна из проблем, с которой может столкнуться любой сварщик — как заварить трубу с водой.
Стоит отметить, что сварка стальной трубы с протекающей по ней водой не является технически грамотным решением и технологически верным процессом проведения работ. Однако в некоторых аварийных, экстренных ситуациях знание различных способов сваривания трубопроводов со свободно или под давлением протекающей по ним водой может сильно помочь специалисту.

Рис. 1 Технология электродуговой сварки
Особенности сваривания трубопроводов с водой
Под сваркой трубопровода с водой мы подразумеваем ту ситуацию, когда она тем или иным способом попадает в сварочную ванну. Этот фактор привносит в проведение сварных работ следующие нюансы:
- Электрическая дуга, которая образуются при сварке, имеет температуру около 7000 °С. Этого более чем достаточно, чтобы сделать жидкой любую низкоуглеродистую сталь, средняя температура плавления которой составляет 1500 °С. Так как вода закипает при нагревании до температуры в 100 °С, то она мгновенно испаряется в зоне сварки, не оказывая существенного влияния на процесс. То есть теоретически можно запаять любой шов, если щель довольно узка и через нее не выливается наружу большой водный поток.
- Общеизвестно, что вода обладает наивысшей тепловой емкостью из всех жидкостей, то есть для нагревания любого исходного объема требуется значительное количество энергии. Поэтому при проведении сварочных работ на трубах с водой желательно еще повысить температуру электродуги. Этого добиваются увеличением силы тока в сварочном аппарате в зависимости от конкретных условий на 10 — 20%.
- При сварке предпочтительнее применение инверторного сварочного агрегата с рядом удобных функций: форсаж дуги, антизалипание.

Рис. 2 Дефекты в трубах и заделка их чопиками
- Сварку с вытекающей водой можно вести в двух режимах, без отрыва и с отрывом электрода от шва (ванны). Однако на практике безотрывную технологию довольно сложно использовать — попавшая в ванну вода может охладить электрод, что приведет к его залипанию. Поэтому большинство сварщиков даже высокой квалификации практикуют сварку охлаждаемых водой щелей или стыков труб с отрывом.
- Трубу с водой можно варить как на постоянном, так и переменном токе. Так как последний вариант рассчитан на сварку толстостенных изделий из низкоуглеродистых сталей, проводить сварочные работы таким методом и соответственно аппаратом чуть проще.
- При сваривании стыка или щели с водой следует быть готовым к невысокому качеству шва. Из-за постоянного охлаждения сварочной ванны образуются наплывы, ухудшающие внешний вид шовного буртика. Также у сварщика не времени сбивать окалину, что также не способствует повышению качества сварки.

Рис. 3 Таблица применяемых электродов для электродуговой сварки
 Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
Сварка оцинкованных труб в бытовых условиях – способы и методы. Если у вас оцинкованная труба, то как правильно ее варить можно почитать в отдельной статье, опубликованной на нашем сайте.
- Перед проведением сварочных работ электроды лучше дополнительно прокалить при температуре 200 °С. Помимо трубопроводов из низкоуглеродистой стали (электроды АНО, УОНИ), также можно сваривать трубы с водой из нержавейки (электроды НЖ, ЛМ, ОЗЛ) чугунные стояки (электроды МНЧ, ОЗЧ, ОЗА). Для инверторных сварочных аппаратов можно использовать электроды МР-3, ЦЧ-4, которые хорошо подходят для ремонта труб из-за относительно низкой температуры плавления.
- Следует учитывать и то, что сварка труб под давлением водной среды — вынужденная и временная мера. Стык с высокой вероятностью может треснуть при дальнейшей эксплуатации, связанной с изменением давления в трубопроводе, физическом воздействии на его оболочку.
- Стоит отметить, что не каждый сварщик возьмется за проведение подобных работ в силу следующих причин:
- Обзор рабочей зоны будут постоянно перекрывать водные пары — маску придется регулярно протирать.
- При задержке электрода в сварочной ванне он может залипнуть.
- Попавшая на работника и спецодежду вода снижает электробезопасность работ, увеличивает вероятность поражения сварщика электрическим током, приводит к дискомфорту.

Рис. 4 Заварка трубных щелей сваркой — примеры
Как заварить трубу с водой
Как отмечалось выше, сварка труб под давлением с вытекающей водой — это прямое нарушение технологии из-за низкого качества соединения. Однако в реальных условиях мастера сварщики, работающие, к примеру, в тепловых сетях, регулярно проводят данные операции по просьбе или требованию начальства.
Перед работами проверяют удобство доступа к дефектному участку трубопровода, хорошо освещают место проведения сварочных операций. Если прямым электродом сложно проводить сварку или по нему будет стекать вода, его изгибают под удобным или безопасным углом. Для защиты сварщика при работе в помещениях с высокой влажностью используют водонепроницаемую одежду.

Рис. 5 Примеры наложения заплаток для заделки дефектов
При образовании трещины
Если вода капает через трещину, ее можно заваривать несколькими методами:
Прямым завариванием. Место проведения работ очищают от краски, слоя ржавчины и начинают сварку. Ток в аппарате устанавливают побольше, (для этого нужен опыт и практические навыки) и начинают заваривание щели в месте, наиболее удаленном от точки вытекания воды.
Электрод ведут елочкой, постепенно опускаясь к участку с течью. Можно пройти щель сразу по всей длине с одного конца до другого или сваривать попеременно с каждой стороны и закончить в точке вытекания воды.
Для гарантии прочности соединения после формирования основного шва его поправляют, обваривая по периметру. Ток в сварочном аппарате при этом устанавливают в обычный рабочий режим.
При помощи накладки. Для ремонта труб многие используют хомуты с резиновыми прокладками, накладываемые вокруг трубы и затягиваемые болтами. Если щель большая и через нее вытекает значительный объем воды, можно при помощи сварочного аппарата сделать подобие данного приспособления.
Для этого берут пластину нужный длины и ширины, изгибают ее вокруг трубы в месте утечки и привязывают проволокой. Далее по периметру приваривают элемент к трубной оболочке в обычном режиме работы сварочного аппарата. Сделанная таким методом заплатка хоть и отнимет чуть больше времени, чем непосредственное заваривание щели, гарантирует более высокое качество ее заделки.

Рис. 6 Примеры заварки свищей
 Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Бандаж для труб, что это такое и как эффективно устранить течь в трубе. Если не знаете, как заварить трубу с водой, то возможно, будет интересно почитать отдельную статью про то, как можно заделать свищ в трубе при помощи специальных или подручных средств.
Со свищом
Под свищом обычно подразумевают дефект в трубе в виде сквозного отверстия, через которое под давлением наружу вытекает вода. Для его заваривания применяют следующие способы:
Прямая заделка. Есть свищ небольшой, его обваривают по периметру небольшими каплями при повышенном токе, а затем расплющивают их молотком, заделывая отверстие и предотвращая ток воды.
Затем поверх свища наваривают еще один слой металла, установив на сварочном аппарате обычный режим.
При большом свище еще один оригинальный вариант его обварки – вбивание деревянного чопика. Колышек загоняют до конца и обрезают почти заподлицо с трубной оболочкой. При отсутствующем водном потоке отверстие обваривают по периметру, постоянно сужая выходной канал до его полного закрытия.
При помощи болта. Если через свищ поступает значительный объем воды, можно воспользоваться подходящим по диаметру (точнее чуть большим) болтом. При помощи сверла, равного размеру резьбового штыря, в свище делают круглое отверстие правильной формы, в которое затем вкручивают болт.
Резьбовая ножка почти полностью перекрывает водный поток, поэтому шляпка без труда обваривается по периметру, тем самым полностью предотвращая течь.
При помощи гайки. Если под руками нет сверла и болта нужных диаметров, подбирают гайку по размерам чуть больше свища. Ее устанавливают по центру отверстия и обваривают по периметру. Затем берут подходящий болт, обрезают его на нужную длину болгаркой, делая фаску на кромках, и ввинчивают в гайку. Для герметизации резьбового соединения используют льняное волокно или подкладывают под резьбовой штырь на свищ маленький кусочек резины.

Рис. 7 Как заварить трубу с водой при помощи гайки и болта — пример
На стыке двух соединяемых труб
В практике опытного сварщика могут возникнуть ситуации, когда в трубопровод потребуется вставить новый трубный фрагмент или элемент с запорной, регулирующей арматурой. Для этого в старой трубе вырезают участок по длине нового, стачивают фаски на кромках всех труб для образования сварочной ванны и вставляют трубный отрезок в разрез трубопроводной магистрали.
Очень важно точно подогнать вставляемый трубный фрагмент к краям обрезанного трубопровода. В идеале, если кромки свариваемых труб плотно соприкасаются, течь может практически отсутствовать.
Затем вставленный фрагмент соединяют с основным трубопроводом сваркой с двух сторон в нескольких точках и приступают к полной заделке стыков.
Если труба расположена горизонтально, сварку ведут сверху вниз обычным (отрывным или безотрывным) способом попеременно с двух сторон или непрерывной дугой снизу-вверх, минуя участок с вытекающей водой. На расстоянии около 10 мм от точки вытекания воды увеличивают ток в аппарате и производят заваривание оставшегося участка с течью. Некоторые сварщики поступают наоборот, заделывая вначале участок с протечкой от точки на 10 мм выше.
Аналогичные сварочные операции проводят и с другим стыком.

Рис. 8 Как заварить трубу с водой на стыке
Врезка в трубопровод под давлением
Если давление воды в трубопроводе невелико (не более 6 бар, как в линии холодного водоснабжения коммунальных домов), не так сложно произвести врезку в трубопровод при помощи сварки. Для этих целей подбирают отрезок трубы с резьбой, подходящей к запорной арматуре: шаровому крану или вентилю. Сразу готовят герметизирующие материалы (сантехническую ленту, льноволокно, пасту), перфоратор со сверлом по металлу диаметром, соответствующему проходному каналу отвода.
Дальнейшие операции проводят в следующей последовательности:
- Стачивают нижние кромки переходной стальной муфты с резьбой болгаркой под полукруглый профиль трубопровода, делают по периметру фаску для сварочной ванны.
- Приставляют переходную муфту к трубе, фиксируют в нескольких точках каплями расплавленного металла и приступают к ее приварке по периметру в обычном режиме.

Рис. 9 Приварка муфтового бокового отвода с резьбой под шаровый кран
 Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
Какими электродами варить профильную трубу 2 мм, советы профессионала. На нашем сайте есть отдельная статья посвященная обзору методов и видов сварки тонкостенных профильных труб, выбор электродов, режимы сварки, почитайте, возможно будет интересно.
- Затем в перфоратор или шуруповерт вставляют сверло по металлу и проделывают в трубопроводе отверстие через приваренную муфту, предварительно подготовив шаровый кран и намотав на резьбу льноволокно.
- После просверливания отверстия в трубопроводе извлекают сверло с электроинструментом и быстро накручивают на резьбовой патрубок отвода шаровый кран.
- Более надежный и простой вариант, если давление в системе неизвестно — заранее накрутить на резьбовой патрубок шаровый кран, используя уплотнители из льноволокна, сантехнической нити, и произвести высверливание трубы через него. Стоит отметить, что арматура при этом должна быть полнопроходной без внутреннего заужения проходного канала.
- Как только на выходе появится сильный водный поток после извлечения сверла, его быстро перекрывают консольной рукояткой крана.
Важный нюанс. Чтобы выходящая из трубопровода вода при сверлении не попала в электроинструмент, на сверло одевают защитный экран – кусок плотной картонки, фанеры, пластика.

Рис. 10 Операции по врезке в трубопровод через шаровый кран
Сварка труб с вытекающей через них водой — операция, выполнение которой по силам высококвалифицированным сварщикам с большим опытом работы. Также при помощи сварки несложно произвести врезку в любой металлический трубопровод, транспортирующий воду под давлением.
Источник
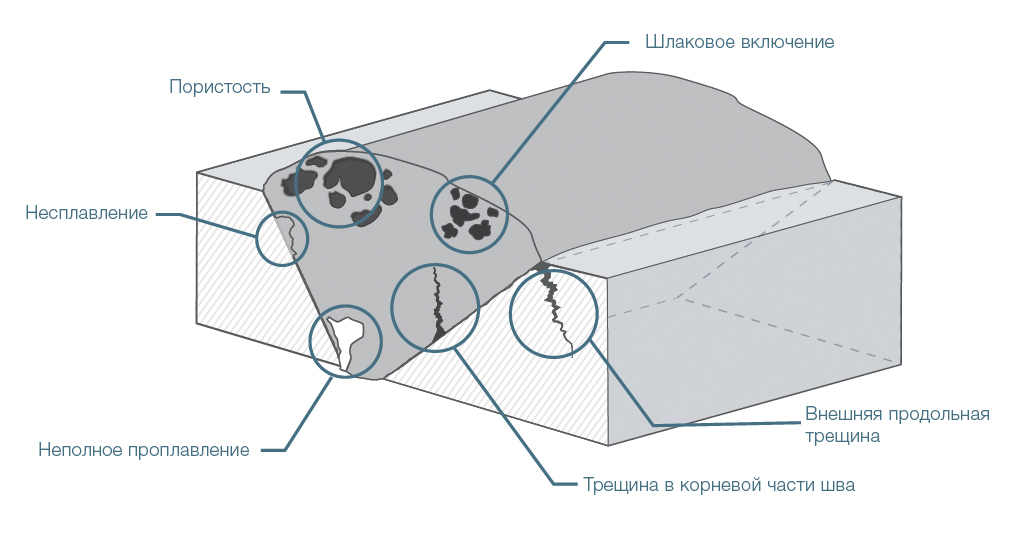
Дефекты в сварочном соединении приводят к ухудшению его рабочих и визуальных характеристик. Для обнаружения недочетов соединения существуют разные методики контроля над качеством проведенной работы.
Это может быть простой осмотр сварного соединения. Либо более сложные техники проверки: рентген, аппаратура с применением ультразвуковых волн.
Что можно предпринять в случае обнаружения дефектов шва? Уходит ли деталь в утилизацию? Нет. Если проверка обнаружила у сварочных соединений недоработки, их вполне можно исправить.
В этой статье будут детально рассмотрены варианты сварочных недоработок и как их исправляют.
Содержание статьиПоказать
- Разновидности сварочных ошибок
- Наружные изъяны
- Непровары
- Подрезы
- Наплывы
- Прожоги
- Кратеры
- Внутренние дефекты
- Горячие либо холодные трещины
- Поры
- Варианты исправлений
- Заключение
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Наружные изъяны
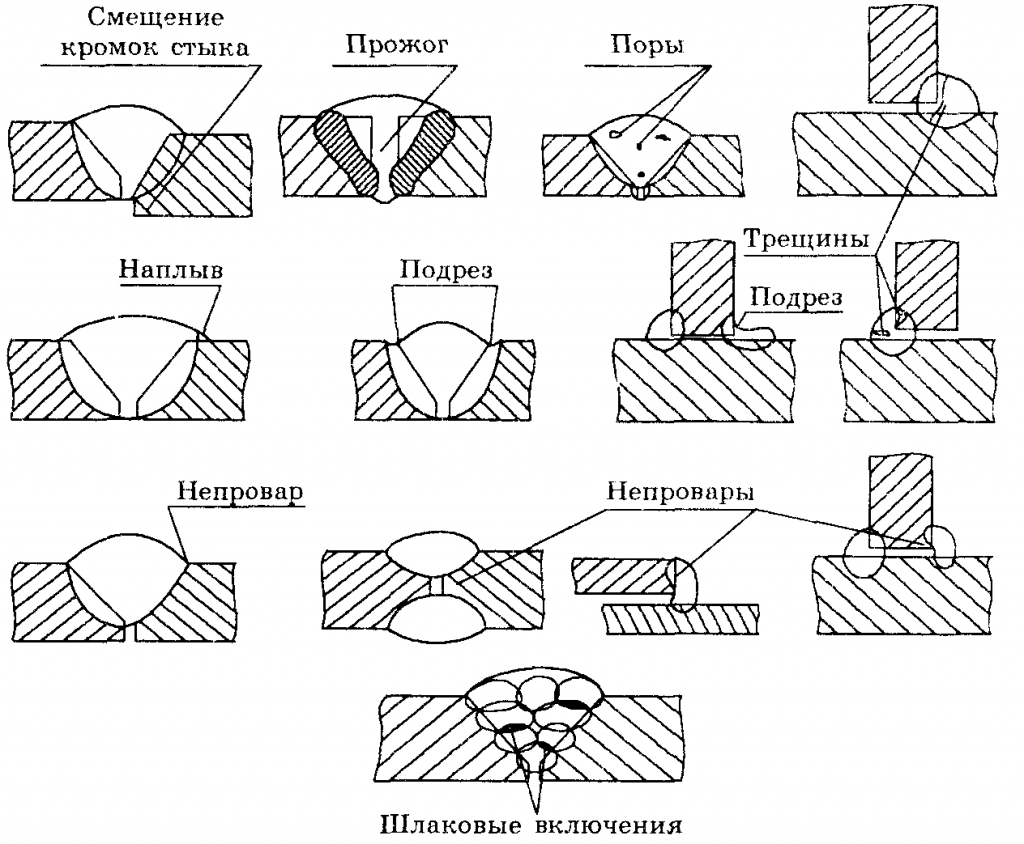
Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры

Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Внутренние дефекты
Горячие либо холодные трещины
Появлению горячих трещин способствует использование неверного типа присадочного прутка. Металлы детали и электрода должны быть совместимы.
К примеру, нельзя варить алюминиевым прутком нержавеющую сталь. У этих металлов совершенно разные характеристики. Алюминий просто не сможет качественно проварить нержавейку, а потому возникнут трещины.
Второй причиной может стать неправильно проведенная попытка заварить кратер. Если при исправлении этого недочета резко оборвать воздействие, шов может треснуть.
Холодные трещины появляются уже после остывания шва. Если он сделан некачественно, то при затвердевании его полотно может лопнуть. Либо если соединение подвергается механической нагрузке, превышающей уровень его сопротивления.
Этот тип изъянов может проявляться также на поверхности полотна, что частично относит его к внешним дефектам.
Поры

Пористость соединения встречается достаточно часто. Поры внутри тела шва могут образовываться при низкой защите рабочей зоны от кислородного воздействия, игнорировании или неправильном проведении этапа подготовки металла.
Если на кромках стыка осталась ржавчина, какие-либо включения, нарушающие равномерность шва. Подобно трещинам, поры могут быть внутренней или внешней проблемой.
Для избежания появления пористости шва, нужно убедиться, что подача защитного газа настроена правильно и оградить рабочую зону от внешних воздействий, способных нарушить защитный кокон (сквозняки, порывы ветра).
А также правильно провести подготовительный этап.
Варианты исправлений

Теперь разберем варианты исправления дефектных соединений, которые не получилось предотвратить.
Крупные трещины просто завариваются поверх. Для того, чтобы предотвратить разрастание трещины, нужны отверстия у ее концов. Расстояние от конца трещины до отверстия – 0,5 мм.
После этого трещина разделяется так, чтобы было похоже на буквы V или X. Для этого используется резаки или пневматическое зубило. После разделки трещина зачищается и заваривается.
Иногда есть возможность прогрева дефекта до исправления. Тогда поверхность шва и место обработки будут близки по температурам, а с концов трещины уйдет напряжение. Так можно исправить наружный тип трещин.
Когда шов был забракован внутренними трещинами, непроварами или прожогами, то зона недоработки вырубается (выплавляется), шов накладывается по новой. Наплавы удаляются абразивными материалами (наждачной бумагой, напильником).
Если во время корректировки произошла деформация детали, есть два пути решения: механический и термический.
В первом случае деформация убирается путем механического воздействия на деталь. Применяется прессовая правка, точечные удары молота или домкрат.

Это сложная задача, требующая много труда. Нередко такой метод исправлений приводит к появлению других изъянов, таких как новые трещины или сколы.
Чтобы исправить деформирование термическим путем деталь нагревают до состояния пластичности, и позволяют ей снова остыть. Обратное напряжение, которое при этом возникает, нейтрализует деформацию.
Такой способ исправления используется чаще механического в силу простоты и защиты от дополнительных проблем.
Появление недостатков у сварочного шва в основе имеет нарушение процесса обработки металла. Зная, какие нарушения приводят к изъянам соединения, их можно предотвратить. В первую очередь это уровень квалификации сотрудника.
Он должен соответствовать сложности сварки. Во время работы должна быть соблюдена технология сварочного процесса и РДС. Аппарат должен быть правильно настроен, иметь качественные, соответствующе подобранные детали.
Они должны соответствовать химическим и физическим свойствам обрабатываемого металла. Если подобрать правильные инструменты, ответственно подойти к процессу сварки, шов будет без изъянов и недочетов.
Заключение
Испорченные детали стоит забраковать, отправив в утилизацию. Но при необходимости можно прибегнуть к исправлению.
Исправить допущенные во время работы ошибки можно, однако для этого потребуются время, знания и опыт.
Сварочные изъяны швов бывают разного вида и для их исправления проводятся разные действия. Метод исправления подбирается к конкретному случаю. Но если шов имеет много недостатков, деталь стоит просто утилизировать.
На начале сварочного пути новички часто допускают ошибки. Это нормально, потому что сварка – это дело опыта. При старании со временем швы будут улучшаться.
Страница 1 из 2
-

- Регистрация:
- 07.05.11
- Сообщения:
-
78
- Благодарности:
- 7
CKB
Живу здесь
- Регистрация:
- 07.05.11
- Сообщения:
- 78
- Благодарности:
- 7
- Адрес:
- Украина
Влажные стыки труб отопленияВсем привет! Подскажите — вчера у меня в доме проводили отопление в недавно отремонтированную комнату, вообщем вышло 34 сварных стыка, специалист варил газосваркой, труба металлическая 20-я. Проблема в том, что 2 стыка постоянно сырые, вода не капает, луж нет, просто стыки влажные. Это норма или сварщик недоварил эти стыки?
-
- Регистрация:
- 23.01.13
- Сообщения:
-
11.606
- Благодарности:
- 8.567
Сергей192
Живу здесь
- Регистрация:
- 23.01.13
- Сообщения:
- 11.606
- Благодарности:
- 8.567
- Адрес:
- Изюм
Нет. Это некачественный шов, который нужно переварить.
-
- Регистрация:
- 07.05.11
- Сообщения:
-
78
- Благодарности:
- 7
CKB
Живу здесь
- Регистрация:
- 07.05.11
- Сообщения:
- 78
- Благодарности:
- 7
- Адрес:
- Украина
сварщику позвонил объяснил ситуацию — тот ответил, что всё нормально, раз не капает, луж нет значит через пару дней затянется, а если нет, то отопительный сезон начнется, трубы будут горячие и тогда точно всё затянется). Не надо было сразу деньги за работу отдавать, теперь жалею.
-
- Регистрация:
- 14.05.14
- Сообщения:
-
28.592
- Благодарности:
- 23.195
касимов 2
Живу здесь
- Регистрация:
- 14.05.14
- Сообщения:
- 28.592
- Благодарности:
- 23.195
- Адрес:
- Касимов
Керн, молоток, сухую тряпочку, и чеканим точку подтека…
Может быть…, но не по пацански это
-
- Регистрация:
- 06.11.16
- Сообщения:
-
1.712
- Благодарности:
- 1.730
A623A623
Живу здесь
- Регистрация:
- 06.11.16
- Сообщения:
- 1.712
- Благодарности:
- 1.730
- Адрес:
- Омск
Сварщик, конечно, каналья. Так не делают.
Тем не менее, если не капает, то на черных трубах на воде такие неплотности действительно постепенно затягиваются продуктами ржавления. До появления сварки, когда паровые котлы клепали, они при первой заливке водой текли как дуршлаг. Их просто не растапливали пару недель и постоянно доливали воду. Потом течи постепенно сходили на нет. -
- Регистрация:
- 14.10.08
- Сообщения:
-
13.570
- Благодарности:
- 7.788
Хортэк СПб
удивляюсь здесь
- Регистрация:
- 14.10.08
- Сообщения:
- 13.570
- Благодарности:
- 7.788
- Адрес:
- Санкт-Петербург
Ну подождите, мы же не знаем, может сколько заплочено, так и наварено.
не течёт — хороший результат. -
- Регистрация:
- 07.05.11
- Сообщения:
-
78
- Благодарности:
- 7
CKB
Живу здесь
- Регистрация:
- 07.05.11
- Сообщения:
- 78
- Благодарности:
- 7
- Адрес:
- Украина
@A623A623, да, через два дня уже было всё сухо
-
- Регистрация:
- 07.05.11
- Сообщения:
-
78
- Благодарности:
- 7
CKB
Живу здесь
- Регистрация:
- 07.05.11
- Сообщения:
- 78
- Благодарности:
- 7
- Адрес:
- Украина
заплочено столько как сказано сварщиком
-
- Регистрация:
- 08.12.09
- Сообщения:
-
15.943
- Благодарности:
- 21.700
Lyko
Живу здесь
- Регистрация:
- 08.12.09
- Сообщения:
- 15.943
- Благодарности:
- 21.700
- Адрес:
- Ростов-на-Дону
ЗаплОчено, имхо, не ..рваными, нормальными деньгами?
Уговора на «течи» не было?
То и работа должна быть нормальной!
Никаких «авось», и НЕгерметичности.
Главная проблема невидима:
— То ли в стыке …длинный и узкий тончайший «ход» для воды, который, действительно, «закупорится»
не хуже остального шва,
— то ли «микродырочка», на первых порах, засохшая.
А в последствии — просторный свищ на этом месте.
…
Потому — подваривается даже не сутками «мокреющий» стык, а даже тот, который засох через 15 мин.
после налива водой… И от него осталась только метка мелом, оставленная при осмотре, за 10минут!— Это, конечно, если гонорар — деньги были …нерваные и даже не надОрванные…
-
- Регистрация:
- 14.05.14
- Сообщения:
-
28.592
- Благодарности:
- 23.195
касимов 2
Живу здесь
- Регистрация:
- 14.05.14
- Сообщения:
- 28.592
- Благодарности:
- 23.195
- Адрес:
- Касимов
@CKB, Там по любому остался отпечаток от воды, а то, что оно перестало подтекать, это возможность подварить по месту не сливая систему…
-
- Регистрация:
- 08.12.09
- Сообщения:
-
15.943
- Благодарности:
- 21.700
Lyko
Живу здесь
- Регистрация:
- 08.12.09
- Сообщения:
- 15.943
- Благодарности:
- 21.700
- Адрес:
- Ростов-на-Дону
-
- Регистрация:
- 29.07.13
- Сообщения:
-
1.633
- Благодарности:
- 727
Алекъ
Живу здесь
- Регистрация:
- 29.07.13
- Сообщения:
- 1.633
- Благодарности:
- 727
- Адрес:
- Кемерово
Сварщик — косячник. Когда включат отопление и в системе увеличится давление, эти стыки проявят себя…
-
- Регистрация:
- 14.05.14
- Сообщения:
-
28.592
- Благодарности:
- 23.195
касимов 2
Живу здесь
- Регистрация:
- 14.05.14
- Сообщения:
- 28.592
- Благодарности:
- 23.195
- Адрес:
- Касимов
Согласен. Это только поднасрать. Но все равно лучше чем ничего или оставить зачеканенным.
Нагреется, а сочащееся будет успевать высохнуть… Засада всплывет при отключении и остывании.
-
- Регистрация:
- 08.12.09
- Сообщения:
-
15.943
- Благодарности:
- 21.700
Lyko
Живу здесь
- Регистрация:
- 08.12.09
- Сообщения:
- 15.943
- Благодарности:
- 21.700
- Адрес:
- Ростов-на-Дону
-
- Регистрация:
- 15.04.11
- Сообщения:
-
850
- Благодарности:
- 287
слесарюга
Живу здесь
- Регистрация:
- 15.04.11
- Сообщения:
- 850
- Благодарности:
- 287
- Адрес:
- Киров
Врете вы все. Если только мокнет и не бежит чирком, то обязательно затянет
.Это не пар и свищ продуть не получится.





") Уговора на «течи» не было?
Уговора на «течи» не было?
Страница 1 из 2
«Потеет» свежий сварочный шов.
Модераторы: hashmelator, San-Remo
-
mik2261
#1 «Потеет» свежий сварочный шов.
Доброго всем времени суток!
Сразу прошу прощения,если эта тема дублер.Поиском найти не удалось,интернет мобильный,медленный и трафик платный.
Суть проблемы.
В стояк горячей воды врезалась перемычка для последующего подключения полотенце сушителя.После монтажа и пуска воды на одном из сварочных швов (все грунтовано и покрашено) появился пузырек.Я смахнул его пальцем.Второго вроде не последовало.Сантехник,что занимался установкой,утверждает,что беды никакой нет,мол,само закоксуется,прикипит.Прошли сутки,видимого подтека нет,но появилось пятнышко (мм 2-3 в диаметре) ржавчины.Если провести пальцем,чуть влажное.Спрашивал совета у другого сантехника.Ответ был тот же.Все само «сростется».Сам я не то,чтобы далек от этой темы (токарь,32 г. стажа),но моих знаний не хватает для принятия решения.Оставить,как есть?С риском,что через год-два появится конкретная течь с последующей морокой все переделывать? Или все-же пытаться устранять сейчас.Пока короба нет,к трубам доступ нормальный.Но снова отключать весь стояк,вызывать ЖЭКовских сантехников и платить им 6500 р.?
Да,сварка велась аргоном.Сварщик достаточно опытный.Но второпях где-то пузырек-трещинку допустил.
Всем спасибо!
Реклама

-

- сварщик/сантехник
- Сообщения: 26422
- Зарегистрирован: 14.02.2010
- Откуда: МО Ивантеевка
- Возраст: 52
- Контактная информация:

#2
Сообщение
» 28 окт 2011, 09:33
все-же пытаться устранять сейчас
mik2261 писал(а):
Желательно! Это дефект сварного шва (пора) может быть блуждающей.
Вина сварного, после сварки должна была быть проведена опрессовка (хотя бы магистральным давлением), и лишь затем нанесён грунт с последующей окраской.
Установка кондиционеров, ремонт и обслуживание холодильного оборудования т. +79167320849
-

- Джедай-гуру
- Сообщения: 10611
- Зарегистрирован: 17.03.2009
- Откуда: Питер
- Контактная информация:

#3
Сообщение
» 28 окт 2011, 14:47
что беды никакой нет,мол,само закоксуется,прикипит.
mik2261 писал(а):
Апцолютная правда, не переживайте!
RIP Прожгу дырку, недорого
- VIP-газосварщик
- Сообщения: 1203
- Зарегистрирован: 22.02.2009
- Предупреждения: 1
-
- Контактная информация:

#4
Сообщение
» 28 окт 2011, 17:24
Если было варено газом — затянет за несколько дней, можете для уверенности намазать смесью горчицы с солью несколько раз или на бинт положить и замотать на 2 недели. Можете зубильцем подстучать пору. В месте шва металл мягкий. На холодной воде затягивает намного дольше, а на горячей не стоит беспокоиться. Если было варено электросваркой, могут быть другие микропоры, закрытые временно шлаком, тогда чуть проблематичнее. Но то, что не прорвёт — точно.
-
- сварщик/сантехник
- Сообщения: 26422
- Зарегистрирован: 14.02.2010
- Откуда: МО Ивантеевка
- Возраст: 52
- Контактная информация:
#5
Сообщение
» 28 окт 2011, 18:55
![]()
Установка кондиционеров, ремонт и обслуживание холодильного оборудования т. +79167320849
- Сантехник
- Сообщения: 15693
- Зарегистрирован: 11.11.2009
- Контактная информация:
#6
Сообщение
» 28 окт 2011, 19:00
Duga
Да ладно табе,закипить.
![]()
«Некоторые люди лишены дара видеть правду. Но зато какой искренностью дышит их ложь!»
Станислав Ежи Лец
«Если у вас всё хорошо , не расстраивайтесь — это скоро пройдёт .»
-
- сварщик/сантехник
- Сообщения: 26422
- Зарегистрирован: 14.02.2010
- Откуда: МО Ивантеевка
- Возраст: 52
- Контактная информация:
#7
Сообщение
» 28 окт 2011, 19:29
Такую … слушать от сварчегов (
sestra Alexandrina писал(а):
) ![]()
Установка кондиционеров, ремонт и обслуживание холодильного оборудования т. +79167320849
- Сантехник
- Сообщения: 15693
- Зарегистрирован: 11.11.2009
- Контактная информация:
#8
Сообщение
» 28 окт 2011, 19:46
Duga
Тьфу-тьфу,чистоплюй…
![]()
«Некоторые люди лишены дара видеть правду. Но зато какой искренностью дышит их ложь!»
Станислав Ежи Лец
«Если у вас всё хорошо , не расстраивайтесь — это скоро пройдёт .»
-

- Мастер-сантехник
- Сообщения: 925
- Зарегистрирован: 15.02.2010
- Контактная информация:

#9
Сообщение
» 28 окт 2011, 20:02
Сварщик достаточно опытный.
mik2261 писал(а):
Мог бы сам и устранить свой грех.Засякнет,хуже не должно быть.Посыпьте солью если переживаете ,либо застучите если удобное место. ![]()
Реклама
-
mik2261
#10
Сообщение
» 28 окт 2011, 20:28
Спасиб огромный всем отписавшимся! ![]()
Желательно! Это дефект сварного шва (пора) может быть блуждающей.
Вина сварного, после сварки должна была быть проведена опрессовка.
Duga писал(а):
То,что сварной «лопухнулся»,очевидно.Опрессовка в данном случае была нереальна,сварка велась в условиях,где создать давление больше пары атмосфер невозможно.Уповалось на авось и умение сварного.
Мог бы сам и устранить свой грех.Засякнет,хуже не должно быть.Посыпьте солью если переживаете ,либо застучите если удобное место. ![]()
Nic-73 писал(а):
Увы,не мог.Варилось на заводе,устанавливалось дома.Снять привезти назад и оставить без воды весь подъезд на сутки…Пришлось бы тому сварному крест варить.На мою могилу. ![]()
![]()
-
- Мастер-сантехник
- Сообщения: 925
- Зарегистрирован: 15.02.2010
- Контактная информация:
#11
Сообщение
» 28 окт 2011, 20:40
Сварщик достаточно опытный
mik2261 писал(а):
без воды весь подъезд на сутки
mik2261 писал(а):
Скупой платит дважды.
-
- сварщик/сантехник
- Сообщения: 26422
- Зарегистрирован: 14.02.2010
- Откуда: МО Ивантеевка
- Возраст: 52
- Контактная информация:
#12
Сообщение
» 28 окт 2011, 20:47
.Сварщик достаточно опытный
mik2261 писал(а):
mik2261 писал(а):
Вот те бабушка и спидьев день. ![]()
Установка кондиционеров, ремонт и обслуживание холодильного оборудования т. +79167320849
-
mik2261
#13
Сообщение
» 28 окт 2011, 21:47
Nic-73 писал(а):
Вот те бабушка и спидьев день. ![]()
Duga писал(а):
Трудно новичку на этом форуме…В местный юмор въезжать… ![]()
Ладно,чужой монастырь и все такое…
Тем не менее,благодарю!
-
- Джедай-гуру
- Сообщения: 10611
- Зарегистрирован: 17.03.2009
- Откуда: Питер
- Контактная информация:
#14
Сообщение
» 28 окт 2011, 21:59
mik2261
Никому нельзя верить! ![]()
А мне можно! ![]() Поверь старику!
Поверь старику!
RIP Прожгу дырку, недорого
- VIP-газосварщик
- Сообщения: 1203
- Зарегистрирован: 22.02.2009
- Предупреждения: 1
-
- Контактная информация:
#15
Сообщение
» 29 окт 2011, 16:13
Можно присоветовать всё переделать, как по-правильному. Зачем человека пугать зря, если ничего страшного? Можно раздуть проблему? Сколько сварщиков-пенсионеров использовали соль с горчицей или зубило — их это не подводило. Дедовский метод, проверенный. Когда-то на заре профессионального становления и я таким грешила пару раз — затянуло, и по сей день. Спасибо доброму совету. Самый простой способ, из расчёта, что тот, кто спросил, хочет, чтобы было дёшево и сердито.
Трещины при сварке – это один из видов дефектов, приводящий к разрушению сварного соединения. Возникают такие элементы сразу после окончания накладки шва или впоследствии, по мере остывания металла. Каждый сварщик должен знать виды сварных трещин, причины их появления и методы устранения, а также предупреждения, чтобы создавать надежные соединения.
- Виды трещин по форме и локации
- Виды трещин по времени появления
- Причины появления горячих трещин
- Причины появления холодных трещин
- Методы контроля сварного шва
- Как устранить трещины
- Как не допустить появления трещин
- Как сварить ГБЦ или блок ДВС без трещин
Виды трещин по форме и локации
Трещины при сварке могут иметь различную форму, ориентацию в материале и локацию. Различают следующие виды трещин:
-
продольные в шве (обычно длинные, иногда через весь стык);
-
поперечные в шве (зачастую короткие и зигзагообразные);
-
продольные в околошовной зоне (длинные и тонкие, как нитка, едва заметные);
-
поперечные в околошовной зоне (расходятся от краев шва по материалу заготовки);
-
поперечные внутри основного материала под швом (короткие);
-
продольные внутри толщи присадочного металла.
Порой наружные трещины могут образовываться в кратере, при завершении шва, если резко разорвать электрическую дугу. Тогда они расходятся «паутинкой» от центра и ослабляют «замок» сварного соединения. Если стык выполнялся «под воду», высокая вероятность протекания в этом месте. В конструкциях, где герметичность не важна, трещины ослабляют надежность соединения, влекут разрушение стыка, ускоряют разрыв шва.
Виды трещин по времени появления

Трещины в сварочном шве и околошовной зоне условно делятся по времени появления на горячие и холодные. Горячие возникают при температуре металла около 1000-1300 С, когда одни части начинают застывать, а другие еще остаются жидкими. Визуально их можно увидеть на красном металле шва и в темной околошовной зоне.
Холодные трещины образуются позже. Сразу после отрыва электрода, дуга гаснет и соединение выглядит целостным. Но потом слышится треск и появляются дефекты. Обычно это происходит при температуре детали 200-300 С.
Причины появления горячих трещин
Различают несколько причин возникновения горячих трещин при сварке:
-
Жесткая фиксация заготовок. Если детали плотно зафиксированы, то при нагреве от сварки и последующем остывании возникает напряжение, влекущее разрыв материала. Поскольку участки, где велась сварка, наиболее разогреты и мягче других, трещины возникают именно в них.
-
Включения посторонних веществ. В сварочную ванну попадают окислы (пленка с поверхности заготовки), краска, шлак, сера, фосфор, что делает сплав неоднородным. При кристаллизации вещества застывают с разной скоростью. В результате одни элементы уже твердые, а другие – жидкие. Последние рвутся от стягивания и усадки металла, приводя к трещинам. Особенно дефекты возникают из-за наличие кислорода и водорода.
-
Неправильные пропорции дополнительных легирующих элементов. Когда в присадочный металл добавляют хром, молибден, ниобий, бор и другие элементы для компенсации выгоревших, завышенные пропорции делают кристаллическую решетку отличной от основного материала, что вызывает разницу по твердости и температуре остывания, приводя к трещинам.
-
Разная температура плавления соединяемых деталей. При соединении углеродистой и малоуглеродистой стали, у которых температура плавления 1535 и 1300 С, один металл уже твердый, а второй – еще жидкий, поэтому появляются горячие трещины. Еще больше дефект проявляются при соединении чугуна со сталью (температура плавления чугуна 1147-1200 С). Этот же эффект будет, если сваривать две половинки чугуна обычными электродами для углеродистой стали.
Причины появления холодных трещин
Холодные трещины менее заметны, поскольку раскрываются не так сильно, как горячие. У них не широкая «паутина», а тонкие «ниточки». Зачастую образуется дефект из-за включения водорода, накапливающегося в определенных зонах. Он делает металл более хрупким, вызывая разрывы при остывании, когда заготовка достигает температуры 200 С. Среди других причин образования холодных трещин:
-
Малый диаметр электрода. Приводит к недостаточному количеству наплавленного металла. В результате шов получается тонкий и легко рвется от внутренних термических деформаций.
-
Низкая сила тока. Не позволяет достаточно глубоко проплавить место соединения. Шов получается поверхностным и трескается от напряжения.
-
Слишком узкий сварочный шов. Слабо захватывает стороны заготовки, поэтому когда они расходятся при остывании, нередко возникает трещина рядом со швом.
-
Быстрое охлаждение детали после сварки. Если после отрыва дуги сразу полить деталь водой, кристаллическая решетка не успевает полноценно сформироваться и возникает разрушение связей в структуре металла.
-
Внутренние напряжения. Когда деталь многократно нагревалась в одном и том же месте, внутри возникает напряжение. Оно возрастает, если остальные части конструкции были соединены перед сваркой с применением силы, а не сведены без усилий. Тогда, по мере остывания, возможны трещины как самого шва, так и прилегающей зоны.
Методы контроля сварного шва
После окончания сварки и остывания металла сварщик самостоятельно осматривает швы на наличие трещин. Для этого необходимо очистить соединение от шлака и пыли щеткой. Порой применяется обдув сжатым воздухом. Чтобы отличить риску наплыва металла от трещины, используют увеличительное стекло.
Остальные методы проверки применяются по необходимости, если того требуют условия выпуска продукции. Это может быть просвечивание швов рентгеновским излучением, которое покажет внутренние трещины, а не только наружные. Для трубопроводов, сосудов и других конструкций, по которым будет протекать жидкость или газ, применяется опрессовывание сжатым воздухом, проверка керосином или аммиаком. Все это помогает выявить скрытые трещины, поры и свищи.

Как устранить трещины
-
Если после сварки выявлена трещина в шве или околошовной зоне, необходимо выполнить подготовительные действия для ее устранения. Распространенная ошибка – просто наложить шов сверху. Это устраняет дефект лишь поверхностно и косметически. Внутри разрыв материала остается. В таком случае высокая вероятность, что соединение снова треснет при остывании или под нагрузкой.
-
Для начала нужно понять, что привело к дефекту. Если это разная температура плавления металлов, то используют другие электроды, обеспечивающие лучшую свариваемость и кристаллизацию веществ в месте стыковки. Когда причина в напряжениях, изделие предварительно прогревают при помощи резака, газовой горелки или паяльной лампы.
-
Стоит уделить внимание и самой трещине. Если дефект 10 см и более в длину, то, чтобы он не разошелся дальше, пока будет накладываться новый шов, необходимо зафиксировать края трещины. Для этого их засверливают на всю глубину стыка сверлом по металлу и дрелью. Далее нужна разделка трещины, выполняемая болгаркой и отрезным диском. Углубитесь кругом на 5 мм. Это создаст достаточно места для проплавления и заполнения новым присадочным металлом.
-
Концу шва уделяют дополнительное внимание. Важно настроить спад силы тока, чтобы сварочная ванна постепенно застыла, а кристаллическая решетка правильно сформировалась. Если возможности сварочного аппарата не поддерживают такие настройки, просто постепенно увеличивайте воздушный зазор. Электрическая дуга станет выше, а температура воздействия ниже.
-
Заканчивайте шов всегда на другом шве, создавая своего рода «замок». Здесь меньше вероятности образоваться кратерным трещинам. Некоторые опытные сварщики выводят конец шва на цельный металл (в бок, где не велась сварка), поскольку там сплошное сечение стали и гарантированно не появится сквозная трещина или свищ.
Как не допустить появления трещин
Важно изначально соблюдать режимы сварки и правильно готовить детали. Ведь устранение трещин ведет к потере времени, перерасходу материалов, удорожанию конечного изделия или снижению получаемой за его изготовление прибыли. Для предупреждения проблемы соблюдайте следующие рекомендации:
-
Подбирайте правильно сварочный ток и диаметр электрода. Сила тока и диаметр проволоки или электрода должны соответствовать сечению металла. Ориентировочная таблица по настройке аппарата в зависимости от пространственного положения шва и диаметра электрода присутствует на каждой упаковке расходных материалов.
-
Используйте присадочные материалы, соответствующие основному металлу заготовки. Для этого вникайте в состав проволоки и стержня электрода, обмазки. Для сварки нержавейки выбирайте электроды и проволоку для легированной стали. Чугун варится отдельными электродами со специальным покрытием. Для медных сплавов выпускают проволоку и прутки из меди. Если хотите сваривать алюминий, задействуйте электроды и проволоку для полуавтомата, рассчитанные для такого применения.
-
Подавайте в зону сварки флюсы с минимальным количеством серы и фосфора. Лучше использовать флюсы на кремниевой основе.
-
Выполняйте предварительный прогрев заготовок. Это уменьшит перепад температур между зонами, где будет вестись сварка и другими участками, предупредит деформацию и напряжение металла.
-
Разделывайте кромки толстых деталей. При сечении от 5 мм и выше снимайте фаску под 45⁰, чтобы стороны имели V или Y-образное соединение. Это увеличит глубину шва и площадь соприкосновения наплавленного и основного металла, повысив прочность стыка.
-
Варите многопроходными швами. Выполните несколько проходов на средней скорости. Это лучше, чем один высокий шов на медленной скорости. Допускается чередование ведения горелки или электрода в разные стороны при многопроходных швах, что только усиливает структуру наплавленного металла.
-
Не охлаждайте детали сразу после сварки водой, не бросайте их в снег или на лед.

К охлаждению водой прибегают, когда нет времени дожидаться естественного остывания и нужна дальнейшая сборка конструкции. Используйте для удержания горячих деталей сварочные рукавицы повышенной толщины или специальные приспособления для сварки. Есть много зажимов, позволяющих захватить круглую или профильную заготовку разных диаметров и присоединить ее к другой конструкции для сборки и прихватки. Магнитные фиксаторы помогут обойтись без посторонней помощи, ведь некоторые модели выдерживают до 34 кг.
Как сварить ГБЦ или блок ДВС без трещин
Трещины в головке блока цилиндров возникают, как правило, между седлами клапанов, и приводят к перепусканию картерных газов. Герметичность нарушается при резком перегреве и охлаждении ГБЦ, например в момент долива антифриза в работающий мотор. Блок двигателя может лопнуть в любом месте, если использовалась охлаждающая жидкость с небольшой температурой замерзания. Встречаются характерные повреждения при ДТП.
Чтобы заварить трещины ГБЦ или блока ДВС, необходим инвертор TIG, способный переключаться с постоянного тока на переменный. Обозначаются такие аргонодуговые аппараты как AC/DC и могут быть на 220 и 380 В. Именно переменное напряжение в аргоновой сварке вольфрамовым электродом обеспечивает разрушение высокотемпературной оксидной пленки снаружи алюминия и аккуратную сварку основного металла. При работе постоянным током качественно выполнить стык не получится.

Используйте присадочную проволоку для алюминия. Необходима разделка трещины отрезным кругом болгарки, чтобы увеличить глубину проплавления. Если повреждение имеет длину 1-2 см, можно сразу вести сварку после расшивки и обезжиривания. При более крупных трещинах ГБЦ необходим предварительный подогрев металла, чтобы снизить напряжение и температурные деформации. Тогда шов не лопнет по мере остывания.
Дождитесь охлаждения металла до 50-60 ⁰С, после чего приступайте к шлифовке, удаляя лишний металл. Обязательно опрессуйте блок, чтобы убедиться в герметичности. В случае ГБЦ некоторые перестраховываются и выполняют гильзовку каналов.
Правильно подготавливая металл под сварку и выбирая соответствующий режим, получится избежать трещин в шве. Используйте присадочные расходные материалы близкие по составу к основному металлу. Если трещина все же возникла, воспользуйтесь советами из этой статьи по ее удалению, а главное проанализируйте, почему образовался дефект, чтобы предупредить его появление в будущем.
Ответы на вопросы: борьба с трещинами в сварочном шве
Чем расшить трещину, если нет болгарки?
Когда нет электроинструмента, трещину можно расшить при помощи зубила и молотка. Устанавливайте зубило не строго вертикально, а под наклоном 60-70⁰. Меняйте сторону наклона. Так получится вырубить канавку, куда будет затекать присадочный металл.
При каком виде сварки чаще всего возникают трещины в шве?
Трещина может появиться как при сварке покрытым электродом, горелкой полуавтомата, так и вольфрамовым электродом. Здесь больше сказывается состав основного и присадочного металлов, режим сварки, наличие внутренних напряжений, включения посторонних веществ с поверхности заготовки и пр.
Проварил стык уже 3 раза, и он продолжает трескаться, что делать?
Такое нередко бывает при сварке чугуна или нержавейки с неправильно подобранными электродами/проволокой. Замените расходные элементы, счистите болгаркой предыдущий наплавленный металл до основного. В случае чугуна прогрейте деталь паяльной лампой или газовой горелкой.
Трескается основной металл, а шов остаётся целый, в чем причина?
Металл шва более прочный и быстрее застывает, чем основной материал. Выберите менее тугоплавкий электрод или проволоку, хорошо очистите поверхность от краски, масла, ослабьте фиксацию детали.
Шов треснул, но воду не пропускает, нужно ли что-то делать?
Если при опрессовке через шов с трещиной не проходит жидкость, значит дефект не глубокий, а поверхностный. Но от вибрации, ударов, перепадов температур трещина может расти как в длину, так и в глубину, поэтому соединение лучше переделать.

Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время