Цель этой статьи – ознакомить технически неподкованных читателей с основными принципами подбора дюймовых болтов взамен вышедших из строя.
Владельцы импортных автомобилей и мотоциклов часто сталкиваются с необходимостью приобретения дюймовых крепежных деталей взамен изношенных, сорванных или утерянных. Перед покупкой нового дюймового болта важно выяснить, какого класса прочности был оригинальный метиз, а также его линейные размеры, шаг резьбы в дюймах, что часто вызывает определенные сложности у отечественного пользователя.
Сразу отметим, что, несмотря на внешнюю схожесть, заменить дюймовые болты на метрические не получится, так как они не взаимозаменяемы. Возьмем для примера болт М12 х 1,75 – 45 мм стандарта ISO и его американский аналог стандарта SAE 1/2″ – 13UNC x 1 3/4″. Геометрия резьбы у них идентична, то есть оба имеют угол при вершине 60°, при этом наблюдаем различие по другим параметрам: диаметр 12,7 мм (12 мм), шаг резьбы 2 мм (1,75 мм), длина 44,5 мм (45 мм).
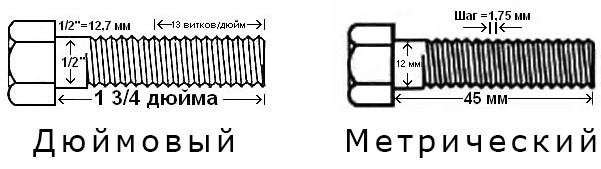
К вышеперечисленным отличиям добавим размер головки «под ключ». Расстояние между противоположно лежащими гранями (S) у болта М12 составляет 19 мм, соответственно и ключ нужен на 19 мм. У болта 1/2″ размер «под ключ» составляет 3/4″, а это 19,05 мм. Следовательно, привычный для нас гаечный ключ не годится для работы с крепежными деталями стандарта SAE. На нашем сайте можно купить дюймовые ключи всех размеров стандарта ANSI/ASME B107.6.
Как отличить крепеж метрический от дюймового?
В первую очередь необходимо убедиться, что ваш иностранный крепеж – дюймовый.
Отличить его от метрического «на глазок» сложно и есть риск принять, например, болт UNC 5/16″ за близкий ему по параметрам М8. Выявить нестыковку поможет метрический резьбомер – ни один его шаблон не подойдет к дюймовой резьбе. При отсутствии такого идентификатора, можно воспользоваться более доступным способом – попытаться навинтить на стержень гайку с известными параметрами. Если вам приходится часто заниматься идентификацией резьбы, рекомендуем приобрести резьбомеры.
На самом деле найти различия между дюймовым крепежом и метрическим можно еще проще. Если на его головке есть радиальные линии – это «американец», а если числа на головке – метрика. Линии и числа – это маркировка прочности. Однако стоит отметить, что крепеж класса прочности от 0 до 2 вообще не маркируется, поэтому этот способ не всегда приемлем.
Как определить диаметр болта в дюймах?

В США крепежные детали изготавливают по стандартам ANSI и SAE, в которых в качестве единиц измерения используются дюймы. Диаметр резьбы до 1/4″ обозначается номерами от №0 до №12, а диаметр свыше 1/4″ выражен целым числом или долей дюйма, например: 1/2″ или 1 3/8″. Поэтому при оформлении заказа на дюймовые болты вам надо знать параметры крепежа в американской системе мер.
Штангенциркулем выполняем замер диаметра резьбовой части метиза. В нашем случае – 9,52 мм. Полученное значение переводим в доли дюйма, используя таблицу, и получаем 3/8″.
| Наружный диаметр, мм | 1,52 | 1,77 | 2,18 | 2,51 | 2,84 | 3,17 | 3,5 | 4,16 | 4,83 | 5,49 | 6,35 | 7,94 | 9,52 | 11,1 | 12,7 | 25,4 |
| Номинальный размер | #0 | #1 | #2 | #3 | #4 | #5 | #6 | #8 | #10 | #12 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 1 |
полная таблица доступна по ссылке
Как измерить шаг резьбы на дюймовом болте?

Проще всего это сделать при помощи резьбомера, который содержит набор шаблонов унифицированных американских резьб UNC (крупный шаг) и UNF (мелкий шаг). Просто поочередно прикладываете шаблоны к резьбовой поверхности метиза и выбираете тот, зубцы которого идеально совместились, без зазоров. Осталось прочитать шаг резьбы, прописанный на нем. Если ни один из шаблонов не подошел, то возможно у вас английская резьба BSW с углом профиля 55°.
Но далеко не у каждого мастера найдется дюймовый резьбомер, тогда можно воспользоваться штангенциркулем. Наша задача – подсчитать, сколько нитей помещается на одном дюйме длины (25,4 мм). В данном случае болт короткий, поэтому отмеряем расстояние 12,7 мм (в два раза меньше) на доступном участке стержня. В результате подсчета получаем 8 нитей, умножаем на 2. Шаг резьбы – 16.
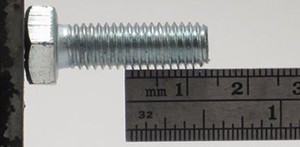
Если из измерительных инструментов у вас есть только металлическая линейка, то подойдет и она (миллиметровая или дюймовая). Для получения точных результатов необходимо очистить резьбовую поверхность метиза от загрязнений. Прикладываем линейку и подсчитываем количество нитей на отрезке в 1″ (25,4 мм) или 0,5″ (12,7 мм), если длины стержня недостаточно.
Для подтверждения результатов обратимся к справочным таблицам, где приведен перечень диаметров резьбы и соответствующий каждому диаметру шаг:
| Номинальный размер |
Наружный диаметр, мм |
UNC, ниток на дюйм |
UNF, ниток на дюйм |
| #0 | 1,524 | 64 | 80 |
| #1 | 1,778 | 64 | 72 |
| #2 | 2,184 | 56 | 64 |
| #3 | 2,515 | 48 | 56 |
| #4 | 2,845 | 40 | 48 |
| #5 | 3,175 | 40 | 44 |
| #6 | 3,505 | 32 | 40 |
| #8 | 4,165 | 32 | 36 |
| #10 | 4,826 | 24 | 32 |
| #12 | 5,486 | 24 | 28 |
| 1/4 | 6,35 | 20 | 28 |
| 5/16 | 7,937 | 18 | 24 |
| 3/8 | 9,525 | 16 | 24 |
| 7/16 | 11,113 | 14 | 20 |
| 1/2 | 12,7 | 13 | 20 |
| 1 | 25,4 | 8 | 12 |
полная таблица доступна по ссылке
Как измерить длину дюймового болта?
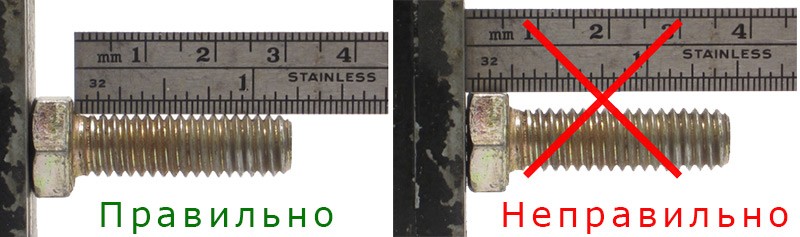
Болт состоит из ножки и головки. Длина измеряется без учета головки, замеряется только резьбовой стержень от плоскости головки до самого конца. Замер можно сделать как штангенциркулем, так и линейкой. Полученный результат в миллиметрах делим на 25,4 и получаем десятичную долю дюйма, затем переводим ее в дробную долю. В данном случае у нас болт длиной ≈ 32 мм.
L = 32 мм : 25,4 мм = 1,2598 или 1 1/4″
Как определить класс прочности детали?
Чтобы оценить прочностные характеристики старого болта, необходимо очистить его головку от загрязнений и рассмотреть маркировку. Класс прочности метрических деталей обозначается цифровым кодом на головке, тогда как на головках крепежа иностранного производства может встречаться и другая маркировка. Например, прочность американских крепежных изделий стандарта SAE может быть идентифицирована по радиальным линиям – зарубкам на головке. Чем больше их количество, тем выше класс прочности крепежа и тем выше допустимое усилие затягивания.
Таблица сравнения прочности болтов:
| Дюймовые |
Метрические |
||||||
| Класс (SAE) | Маркировка | Диаметр | Прочность на растяжение, PSI | Класс (ISO) | Маркировка | Диаметр | Прочность на растяжение, PSI (МПа) |
| 2 |
|
1/4″ – 3/4″ |
74.000 SI | 5.6 |
|
М12 — М24 |
72.500 PSI (500 МПа) |
|
7/8″ – 1 1/2″ |
60.000 PSI | ||||||
| 5 |
|
1/4″ – 1″ |
120.000 PSI | 8.8 |
|
М17 — М36 |
120.350 PSI (830 МПа) |
|
1″ – 1 1/2″ |
105.000 PSI | ||||||
| 8 |
|
1/4″ – 1 1/2″ |
150.000 PSI | 10.9 |
|
М6 — М36 |
150.800 PSI (1040 МПа) |
Новый болт не должен уступать по прочности оригиналу. Подумайте дважды, прежде чем заменить высокопрочный оригинальный метиз дешевой альтернативой. Несколько рублей экономии могут стоить вам восстановления двигателя или даже жизни.
Когда все параметры метиза определены, можно легко найти его в нашем интернет магазине в разделе «Дюймовый крепеж» и оформить заказ.
Пример условного обозначения болта:
- 1/2″ – 13UNC x 1 3/4″
- 1/2″ – диаметр стержня
- 13 – шаг резьбы
- UNC – тип резьбы
- 1 3/4″ – длина (соответствует 44,45 мм)
Осталось выяснить, что делать, если дюймового крепежа с нужными вам параметрами нет в каталоге или сорван не только винт, но и внутренняя приемная резьба в корпусной детали. Есть способ решить эти проблему при помощи резьбовой вставки. После ее установки можно будет вкрутить равноценный по прочности и близкий по параметрам метрический болт.
Обновлено: 15.10.2020 14:56:05
Поставить оценку
Нажмите, чтобы поставить
оценку
- Основные параметры
- Таблица размеров дюймовых и метрических резьб
- Отличия от метрической резьбы
- Технологии нарезки
- Классы точности и правила маркировки
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.

Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.

Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.

Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.

Чертеж. Основные параметры профиля по ГОСТу

Таблица 1. Основные размеры профиля резьбы

Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.

Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.

Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.

Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.

Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.

Содержание статьи
- 1 Основные параметры
- 2 Приспособления
- 3 Как нарезать правильно
- 3.1 Подготовка
- 3.2 Процесс нарезки
- 4 Таблицы выбора диаметра сверла под резьбу
- 5 Таблица диаметров прута для наружной резьбы
Основные параметры
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой). Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали. В остальных случаях нарезается стандартный (крупный) шаг.

Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).

Метчик (сверху) и плашка (внизу)

Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов. Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки. Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.

Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
- керосин — для алюминия.

Параметры метрической резьбы

Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.

При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие. Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу. Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
| Метрическая резьба | Дюймовая резьба | Трубная резьба | |||||
|---|---|---|---|---|---|---|---|
| Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Шаг резьбы, мм | Диаметр сверла, мм | Диаметр резьбы, дюймы | Диаметр отверстия под резьбу, мм |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1,4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3,5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | — | — |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | — | — |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | — | — |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | — | — |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | — | — |
| M16 | 2,0 | 13,5 | — | — | — | — | — |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | — | — |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | — | — |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | — | — |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | — | — |
Еще раз обращаем ваше внимание что диаметр сверла под резьбу дан для крупной (стандартной резьбы).
Таблица диаметров прута для наружной резьбы
При работе в наружной резьбой ситуация очень похожая — част металла выдавливается, а не срезается. Потому диаметр прута или трубы, на который наносится резьба, должен быть немного меньше. Насколько точно — смотрите в таблице ниже.
| Диаметр резьбы, мм | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Диаметр стержня, мм | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
Дюймовая резьба — это резьба треугольного профиля с углом при вершине 55°. Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах.

Первый резьбовой стандарт BSW (разработанный Джозефом Уитвортом в 1841 году) был принят на государственном уровне только в 1881 году. Уже в 1864 году Уильям Селлерс предложил упростить резьбу BSW путем изменения угла и формы профиля резьбы, что приводило к удешевлению и упрощению производства резьбового крепежа. В результате в 1948 году приняли и утвердили международную Унифицированную систему дюймовых резьб, которая включала элементы как резьбы Уитворта, так и резьбы Селлерса ― самые основные дюймовые резьбы этой системы UNC и UNF актуальны и сейчас.
1. Основные параметры
Как и любая другая резьба, дюймовая резьба характеризуется двумя основными параметрами: шагом (расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы) и диаметром. К последнему обычно относят:
-
наружный диаметр резьбы (d — для болта, D — для гайки) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы;
-
внутренний диаметр резьбы (d1 — для болта, D1— для гайки) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы;
-
средний диаметр резьбы (d2 — для болта, D2 — для гайки) — диаметр воображаемого соосного с резьбой цилиндра, который пересекает витки резьбы таким образом, что ширина выступа резьбы и ширина впадины (канавки) оказываются равными.

Если известны наружный и внутренний диаметры дюймовой резьбы, можно легко рассчитать высоту ее профиля. Для расчета этого размера необходимо лишь определить разницу между этими диаметрами.
Второй важный параметр, шаг резьбы, характеризует расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы. Шаг резьбы не изменяется по всему сечению изделия и имеет одно и то же значение.

2. Таблица размеров дюймовой и метрической резьбы
Вы можете использовать данные в таблице ниже, чтобы понять, как метрическая резьба соотносится с различными типами дюймовой резьбы.
| Размер резьбы | Число витков на дюйм | |||
| Дюймы | Миллиметры | UNC (крупный шаг) | UN8 | UNF (мелкий шаг) |
| 1/8 | 3,175 | 40 | — | 44 |
| 3/16 | 4,762 | 24 | — | 32 |
| 1/4 | 6,35 | 20 | — | 28 |
| 5/16 | 7,937 | 18 | — | 24 |
| 3/8 | 9,525 | 16 | — | 24 |
| 7/16 | 11,112 | 14 | — | 20 |
| 1/2 | 12,7 | 13 | — | 20 |
| 9/16 | 14,288 | 12 | — | 18 |
| 5/8 | 15,875 | 11 | — | 18 |
| 3/4 | 19,05 | 10 | — | 16 |
| 7/8 | 22,225 | 9 | — | 14 |
| 1 | 25,4 | 8 | 8 | 12 (14) |
| 1 1/8 | 28,575 | 7 | 8 | 12 |
| 1 1/4 | 31,75 | 7 | 8 | 12 |
| 1 3/8 | 34,925 | 6 | 8 | 12 |
| 1 1/2 | 38,1 | 6 | 8 | 12 |
| 1 5/8 | 41,275 | — | 8 | — |
| 1 3/4 | 44,45 | — | 8 | — |
| 1 7/8 | 47,625 | — | 8 | — |
| 2 | 50,8 | 4,5 | 8 | — |
| 2 1/4 | 57,15 | 4,5 | 8 | — |
| 2 1/2 | 63,5 | 4 | 8 | — |
| 2 3/4 | 69,85 | 4 | 8 | — |
| 3 | 76,2 | 4 | 8 | — |
| 3 1/4 | 82,55 | 4 | 8 | — |
| 3 1/2 | 88,9 | 4 | 8 | — |
| 3 3/4 | 95,25 | 4 | 8 | — |
| 4 | 101,6 | 4 | 8 | — |
3. Различия между метрической и дюймовой резьбой
Метрическая и дюймовая резьба не сильно отличаются по внешним признакам и характеристикам, наиболее важными из которых являются:
-
форма профиля резьбового гребня;
-
метод расчета диаметра и шага.
При детальном сравнении форм гребней резьбы видно, что в дюймовой резьбе эти части более острые, чем в метрической. Что касается конкретных размеров, то угол при вершине гребня дюймовой резьбы равен 55°.

Параметры метрической и дюймовой резьбы характеризуются разными единицами измерения. В первом случае диаметр и шаг указываются в миллиметрах, а во втором — в дюймах. Следует помнить, что для дюймовой резьбы используется общепринятый дюйм равный 2,54 см.
Чтобы узнать основные параметры дюймовой резьбы любого размера, которая закреплена стандартом, достаточно заглянуть специальную таблицу. В таблицах, содержащих дюймовые размеры резьбы, приведены как целые, так и дробные значения. Обратите внимание, что шаг в таких таблицах выражается в количестве витков, содержащихся в одном дюйме длины изделия.
4. Как определить шаг дюймовой резьбы?
Для того чтобы проверить соответствие шага изготовленной резьбы размерам, указанным в стандарте, необходимо измерить этот параметр. Для таких измерений используются стандартные инструменты — гребенки, калибры, механические измерители и т.д, которыми пользуются на метрической и дюймовой резьбе по одному и тому же алгоритму.
Самым простым и достаточно точным параметром шага дюймовой резьбы будет не расстояние между вершинами профиля, а количество витков резьбы, которое помещается в 1 дюйм длины резьбы ― витки можно посчитать даже визуально. На примере показана дюймовая резьба с шагом 18 витков на дюйм.

Другим простым методом измерения шага дюймовой трубной резьбы заключается в следующем:
-
В качестве простейшего средства измерения следует использовать штуцер или муфту, характеристики внутренней резьбы которых надежно соответствуют требованиям, указанным в ГОСТ;
-
Вкрутите болт, параметры наружной резьбы которого необходимо измерить, в муфту или штуцер.
Если болт образует плотное резьбовое соединение с муфтой или штуцером, то диаметр и шаг резьбы, нанесенной на его поверхность, точно соответствуют параметрам используемого средства измерения.
Если болт не вкручивается или вкручивается, но создается неплотное соединение, то такие замеры следует производить с использованием другой муфты или штуцера. Внутренняя трубная резьба измеряется аналогичным образом, за исключением того, что в качестве средства измерения используется изделие с наружной резьбой.
Необходимые размеры можно определить и с помощью резьбомера — пластины с зубьями, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина просто накладывается своей зубчатой частью на проверяемую резьбу. Соответствие резьбы проверяемой детали требуемым параметрам подтверждается тем, что зубчатая часть пластины будет плотно прилегает к ее профилю.

Кроме того, наружный диаметр дюймовой или метрической резьбы также может быть измерен стандартным штангенциркулем или микрометром.
5. Крупная резьба UNC: параметры в мм и маркировка
Резьба UNC в настоящее время является самой распространённой в мире дюймовой резьбой и рекомендуется как предпочтительная для применения.
Принятое обозначение дюймовой крупной резьбы UNC включает в себя буквенное указание типа резьбы (собственно UNC) и номинальный диаметр резьбы в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы, указанный через тире (TPI ― threads per inch ― число витков на дюйм), направление (левое или правое). Дюймовые крупные резьбы UNC размером меньше, чем 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами от 1 до 12, с указанием через тире шага резьбы, измеряемом в количестве витков на дюйм.
Например: дано обозначение болта с дюймовой резьбой 1/4” – 20UNCx2 1/2”, где:
-
UNC — тип резьбы ― унифицированная дюймовая резьба с крупным шагом;
-
1/4” ― обозначение диаметра резьбы (по таблице резьбы UNC, приведенной ниже, для болта наружный диаметр резьбы соответствует 6,35 мм, для гайки ― диаметр отверстия внутри гайки соответствует 5,35 мм);
-
20 ― шаг резьбы, измеренный в количестве витков на дюйм длины резьбы (количество витков, которое помещается в 25,4 мм);
-
2 1/2” ― длина болта в дюймах (приблизительно соответствует 63,5 мм).
Параметры в миллиметрах резьбы UNC приведены в следующей таблице (для гаек ― смотрите столбец «Диаметр сверления, мм» ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
| Типоразмер | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на дюйм | Шаг, мм |
| № 1 — 64 UNC | 1,854 | 1,5 | 64 | 0,397 |
| № 2 — 56 UNC | 2,184 | 1,8 | 56 | 0,453 |
| № 3 — 48 UNC | 2,515 | 2,1 | 48 | 0,529 |
| № 4 — 40 UNC | 2,845 | 2,35 | 40 | 0,635 |
| № 5 — 40 UNC | 3,175 | 2,65 | 40 | 0,635 |
| № 6 — 32 UNC | 3,505 | 2,85 | 32 | 0,794 |
| № 8 — 32 UNC | 4,166 | 3,5 | 32 | 0,794 |
| № 10 — 24 UNC | 4,826 | 4 | 24 | 1,058 |
| № 12 — 24 UNC | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 44,45 | 40,4 | 5 | 5,08 |
| 2″- 4 1/2 UNC | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4UNC | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 82,55 | 77,45 | 4 | 635 |
| 3 1/2″ — 4 UNC | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 101,6 | 96,5 | 4 | 6,35 |
6. Мелкая резьба UNF: параметры в мм и маркировка
Резьба UNF ― цилиндрическая дюймовая резьба с мелким шагом, используемая для регулировочного и высокопрочного крепежа.
Резьба UNF, наряду с резьбой UNC, в настоящее время является самой распространённой в мире дюймовой резьбой и также рекомендуется как предпочтительная для применения в случаях, когда требуется более мелкий шаг резьбы.
Обозначение дюймовой мелкой резьбы UNF аналогично обозначению резьбы UNC и также включает в себя буквенное обозначение типа резьбы и номинальный диаметр в дюймах. Дополнительно в обозначении могут быть приведены: шаг резьбы , указанный через тире (TPI ― threads per inch ― число витков на дюйм), направление (левое, правое). Резьбы UNF размером меньше 1/4”, в связи с затруднениями при их измерении, принято обозначать номерами, от №0 до №12, с указанием через тире шага резьбы в количестве витков на дюйм.
Например: дано обозначение болта с дюймовой резьбой 1/4” – 28UNFx2 1/2”, где:
-
UNF — тип резьбы ― унифицированная дюймовая резьба с мелким шагом;
-
1/4” ― обозначение диаметра резьбы (по таблице резьбы UNF, приведенной ниже, для болта наружный диаметр резьбы соответствует 6,35 мм, для гайки ― диаметр отверстия внутри гайки соответствует 5,5 мм);
-
28 ― шаг резьбы, измеренный в количестве витков на дюйм длины резьбы (количество витков, которое помещается в 25,4 мм);
-
2 1/2” ― длина болта в дюймах (приблизительно соответствует 63,5 мм).
Параметры в миллиметрах резьбы UNF приведены в следующей таблице (для гаек ― смотрите столбец «Диаметр сверления, мм» ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на дюйм | Шаг, мм |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 13 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ -18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ -18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ -16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ -14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 11/3″ — 12 UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 11/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 11/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
7. Особо мелкая резьба UNEF: параметры в мм и маркировка
Резьба UNEF ― цилиндрическая дюймовая резьба с особо мелким шагом, используемая для высокоточного крепежа и резьбовых деталей точных механизмов ― специальная дюймовая резьба. Обозначается аналогично резьбам UNF и UNC.
Параметры в миллиметрах резьбы UNEF приведены в следующей таблице (для гаек ― смотрите столбец «Диаметр сверления, мм» ― это диаметр внутреннего отверстия гайки для нарезания резьбы).
| Типоразмер | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на дюйм | Шаг, мм |
| № 12 — 32 UNEF | 5,486 | 4,8 | 32 | 0,794 |
| 1/4″ — 32 UNEF | 6,35 | 5,7 | 32 | 0,794 |
| 5/16″ — 32 UNEF | 7,938 | 7,25 | 32 | 0,794 |
| 3/8″ — 32 UNEF | 9,525 | 8,85 | 32 | 0,794 |
| 7/16″ — 28 UNEF | 11,112 | 10,35 | 28 | 0,907 |
| 1/2″ — 28 UNEF | 12,7 | 11,8 | 28 | 0,907 |
| 9/16″ — 24 UNEF | 14,288 | 13,4 | 24 | 1,058 |
| 5/8″ — 24 UNEF | 15,875 | 15 | 24 | 1,058 |
| 11/16″ — 24 UNEF | 17,462 | 16,6 | 24 | 1,058 |
| 3/4″ — 20 UNEF | 19,05 | 18 | 20 | 1,27 |
| 13/16″ — 20 UNEF | 20,638 | 19,6 | 20 | 1,27 |
| 7/8″ — 20 UNEF | 22,225 | 21,15 | 20 | 1,27 |
| 15/16″ — 20 UNEF | 23,812 | 22,7 | 20 | 1,27 |
| 1″ — 20 UNEF | 25,4 | 24,3 | 20 | 1,27 |
| 11/16″ — 18 UNEF | 26,988 | 25,8 | 18 | 1,411 |
| 11/8″ — 18 UNEF | 28,575 | 27,35 | 18 | 1,411 |
| 11/4″ — 18 UNEF | 31,75 | 30,55 | 18 | 1,411 |
| 1 5/16″ — 18 UNEF | 33,338 | 32,1 | 18 | 1,411 |
| 1 3/8″ — 18 UNEF | 34,925 | 33,7 | 18 | 1,411 |
| 1 7/16″ — 18 UNEF | 36,512 | 35,3 | 18 | 1,411 |
| 11/2″ — 18 UNEF | 38,1 | 36,9 | 18 | 1,411 |
| 1 9/16″ — 18 UNEF | 39,688 | 38,55 | 18 | 1,411 |
| 1 5/8″ — 18 UNEF | 41,275 | 40,1 | 18 | 1,411 |
| 111/16″ — 18 UNEF | 42,862 | 41,6 | 18 | 1,411 |
Существуют также другие стандарты на дюймовые резьбы, но они являются специальными, узкоспециальными, редкоиспользуемыми и не рекомендуются к применению, ― поэтому приводить их в этом материале не будем.
8. Таблица перевода дюйм в миллиметры
| Количество миллиметров на дюйм | ||||||||
| 0″ | 1″ | 2″ | 3″ | 4″ | 5″ | 6″ | 7″ | |
| 0 | 25,400 | 50,801 | 76,201 | 101,602 | 127,002 | 152,403 | 177,803 | |
| 1/64 | 0,397 | 25,797 | 51,198 | 76,598 | 101,999 | 127,399 | 152,800 | 178,200 |
| 1/32 | 0,794 | 26,194 | 51,595 | 76,995 | 102,396 | 127,796 | 153,196 | 178,597 |
| 1/16 | 1,588 | 26,988 | 52,388 | 77,789 | 103,189 | 128,590 | 153,990 | 179,391 |
| 3/32 | 2,381 | 27,782 | 53,182 | 78,583 | 103,983 | 129,383 | 154,784 | 180,184 |
| 1/8 | 3,175 | 28,575 | 53,976 | 79,376 | 104,777 | 130,177 | 155,578 | 180,978 |
| 5/32 | 3,969 | 29,369 | 54,770 | 80,170 | 105,571 | 130,971 | 156,371 | 181,772 |
| 3/16 | 4,763 | 30,163 | 55,563 | 80,964 | 106,364 | 131,765 | 157,165 | 182,566 |
| 7/32 | 5,556 | 30,957 | 56,357 | 81,758 | 107,158 | 132,559 | 157,959 | 183,359 |
| 1/4 | 6,350 | 31,751 | 57,151 | 82,551 | 107,952 | 133,352 | 158,753 | 184,153 |
| 9/32 | 7,144 | 32,544 | 57,945 | 83,345 | 108,746 | 134,146 | 159,547 | 184,947 |
| 5/16 | 7,938 | 33,338 | 58,739 | 84,139 | 109,539 | 134,940 | 160,340 | 185,741 |
| 11/32 | 8,731 | 34,132 | 59,532 | 84,933 | 110,333 | 135,734 | 161,134 | 186,534 |
| 3/8 | 9,525 | 34,926 | 60,326 | 85,726 | 111,127 | 136,527 | 161,928 | 187,328 |
| 13/32 | 10,319 | 35,719 | 61,120 | 86,520 | 111,921 | 137,321 | 162,722 | 188,122 |
| 7/16 | 11,113 | 36,513 | 61,914 | 87,314 | 112,714 | 138,115 | 163,515 | 188,916 |
| 15/32 | 11,906 | 37,307 | 62,707 | 88,108 | 113,508 | 138,909 | 164,309 | 189,710 |
| 1/2 | 12,700 | 38,101 | 63,501 | 88,902 | 114,302 | 139,702 | 165,103 | 190,503 |
| 17/32 | 13,494 | 38,894 | 64,295 | 89,695 | 115,096 | 140,496 | 165,897 | 191,297 |
| 9/16 | 14,288 | 39,688 | 65,089 | 90,489 | 115,889 | 141,290 | 166,690 | 192,091 |
| 19/32 | 15,082 | 40,482 | 65,882 | 91,283 | 116,683 | 142,084 | 167,484 | 192,885 |
| 5/8 | 15,875 | 41,276 | 66,676 | 92,077 | 117,477 | 142,877 | 168,278 | 193,678 |
| 21/32 | 16,669 | 42,069 | 67,470 | 92,870 | 118,271 | 143,671 | 169,072 | 194,472 |
| 11/16 | 17,463 | 42,863 | 68,264 | 93,664 | 119,065 | 144,465 | 169,865 | 195,266 |
| 23/32 | 18,257 | 43,657 | 69,057 | 94,458 | 119,858 | 145,259 | 170,659 | 196,060 |
| 3/4 | 19,050 | 44,451 | 69,851 | 95,252 | 120,652 | 146,053 | 171,453 | 196,853 |
| 25/32 | 19,844 | 45,245 | 70,645 | 96,045 | 121,446 | 146,846 | 172,247 | 197,647 |
| 13/16 | 20,638 | 46,038 | 71,439 | 96,839 | 122,240 | 147,640 | 173,040 | 198,441 |
| 27/32 | 21,432 | 46,832 | 72,232 | 97,633 | 123,033 | 148,434 | 173,834 | 199,235 |
| 7/8 | 22,225 | 47,626 | 73,026 | 98,427 | 123,827 | 149,228 | 174,628 | 200,028 |
| 29/32 | 23,019 | 48,420 | 73,820 | 99,220 | 124,621 | 150,021 | 175,422 | 200,822 |
| 15/16 | 23,813 | 49,213 | 74,614 | 100,014 | 125,415 | 150,815 | 176,216 | 201,616 |
| 31/32 | 24,607 | 50,007 | 75,408 | 100,808 | 126,208 | 151,609 | 177,009 | 202,410 |

- Как нарезать резьбу
- Как сделать резцы по дереву
- Как открутить резьбу
- Для работы понадобятся: тиски, напильник, метчики, плашки, воротки, машинное масло и желание.

Чтобы нарезать внешнюю резьбу необходимо взять плашку нужного размера и подготовить заготовку, а в частности, подобрать заготовку определенного диаметра. Диаметр заготовки для нарезания резьбы определяется по таблицам. На практике для нарезания, например резьбы диаметром М6, необходим прут сечением 5,92 мм, то есть приблизительно на одну десятую миллиметра меньше, для резьбы М8, заготовка должна иметь диаметр 7,9 мм.
Вот для примера выписка из таблицы диаметров стержней под метрическую резьбу:
Диаметр резьбы/диаметр стержня (мм) — 5/4,92; 6/5,92; 8/7,9; 10/9,9; 12/11,88; 16/15,88; 20/19,86; 24/23,86
После подбора заготовки, ее зажимают в тиски, напильником снимают с торца фаску, для правильного захода плашки, и вращательно-прижимными движениями нарезают резьбу не забывая смазывать деталь машинным маслом.

Внутреннюю резьбу нарезают метчиком. Предварительно просверленные отверстия должны быть меньшим диаметром, необходимой вам резьбы. Выписка из таблицы диаметров сверл для высверливания отверстий приведена ниже.
Диаметр резьбы/диаметр отверстия (мм) — 2/1,6; 3/2,5; 4/3,3; 5/4,2; 6/5,0; 8/6,7; 10/8,4; 12/10,2; 16/13,9; 20/17,4; 24/20,9
Для нарезания резьбы внутри детали необходимо иметь два метчика, черновой и чистовой.
Так же зажимаем деталь в тески и вращательными движениями с небольшим нажимом нарезаем резьбу черновым метчиком, периодически смазывая метчик машинным маслом, затем делаем проход чистовым. Резьба готова к применению.
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.

В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
- молоток, кернер, дрель, сверла;
- комплект метчиков, вороток, слесарные тиски;
- машинное масло.

Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
2
0,4
1,6
3
0,5
2,5
3,5
0,6
2,9
4
0,7
3,3
5
0,8
4,2
6
1
5,0
0,75
5,25
0,5
5,5
8
1,25
6,8
1
7,0
0,75
7,25
0,5
7,5
10
1,5
8,5
1,25
8,8
1
9,0
0,75
9,25
0,5
9,5
12
1,75
10,2
1,5
10,5
1,25
10,8
1
11
0,75
11,25
0,5
11,5
14
2
12,0
1,5
12,5
1,25
12,8
1
13,0
0,75
13,25
0,5
13,5
16
2
14,0
1,5
14,5
1
15,0
0,75
15,25
0,5
15,5
18
2,5
15,5
2
16,0
1,5
16,5
1
17,0
0,75
17,25
0,5
17,5
20
2,5
17,5
22
2,5
19,5
24
3
21
27
3
24
30
3,5
26,5
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.

Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
Резьба – один из основных типов скрепления металлических труб, который можно воспроизвести самостоятельно. Так, далее рассмотрим, какой инструмент для нарезки резьбы на трубах стоит приобрести, и как им пользоваться. Но перед этим стоит определиться с базовыми понятиями, без которых выполнение работ будет невозможным.
Что следует знать о резьбе?
При установке запорной арматуры, переходного тройника или муфты на металлическую трубу в обязательном порядке делается резьба, которая характеризуется следующими параметрами:
- Глубиной — расстоянием от основания резьбы до конца трубы.
- Профилем и его углом — поперечным сечением у витка, которое выполняется в виде треугольника, прямоугольника и других форм. Когда боковые грани витков пересекаются, образуется угол.
- Шагом — расстоянием, которое образуется между вершинами трубы или близлежащими витками.

С определением профиля и шага стоит отнестись с максимальным вниманием, поскольку от этого зависит вид резьбы:
- Дюймовый — представляется как треугольник и используется при сборке элементов водопроводной трубы, а иногда — отопительной.
- Цилиндрический — вариант дюймовой резьбы, который имеет меньший шаг. Сглаженная верхняя кромка профиля напоминает цилиндр. Пример схемы наружной цилиндрической резьбы представлен ниже:
- Конический — вид позволяет получить герметическое соединение, что особенно актуально при использовании уплотняющих материалов.
- Метрический — вид используется для патрубков небольших диаметров. Может быть трапециевидным — внешний угол делается в 30 градусов, а стороны витки напоминают трапецию. Для болтовых соединений может применяться также прямоугольная резьба, поскольку она делает фиксацию более надежной. Вот схема метрической резьбы, которая имеет вид равностороннего треугольника:

Подготовка к выполнению резьбы вручную
Основные правила использования:
- трубу в месте нарезки резьбы рекомендуется отчистить от краски, грязи и ржавчины (должен остаться только металл);
- если труба имеет фаску, нужно аккуратно снять ее напильником (или же болгаркой, если вы имеете навык работы с этим инструментом);
- во время работы поверхность трубы и резак должны быть смазаны специальной субстанцией (намазать ее нужно и в начале работы, и в процессе).
Пошаговая инструкция к нарезанию резьбы при помощи плашки
Плашка для нарезания резьбы на трубах выглядит как гайка из закаленной стали, внутри которой расположено отверстие в виде цветка, грани ближайшие к центру покрыты острыми режущими поверхностями, а «лепестки» позволяют стружке спокойно отводится, не мешая работе.

Работа с инструментом не вызывает сложностей:
- Крепко установите трубу вертикально. Она тоже должна быть подготовлена — отчищена от краски, фаски и др. Ручка-трещетка для нарезки трубной резьбы держит лерку подходящего размера, а на трубу намазываете смазку.
- Плашку размещаете строго перпендикулярно по отношению к трубе. Если будет отклонение хотя-бы на 5-10 градусов, то труба уже будет испорчена.
- Начните двигать ручку держателя по часовой стрелке.
- Когда необходимое пространство покроется резьбой, поднимите резак вверх и вновь пройдитесь вниз по уже нарезанному, чтобы выемки были более четкие.

Данное видео — демонстрация правильного использования плашки. Наглядные действия следуют после подготовительных этапов, перечисленных выше:
Резьбонарезной набор для труб и правила его пользования
Идеальный вариант для домашнего использования – это резьбонарезной набор для труб. Клупп — модернизированная плашка, которая имеет специальную направляющую и трещотку. Инструменты в наборе могут быть разными, например:
- Раздвижные. Как правило, состоят из резцов, расстояние между которыми можно регулировать. Позволяет нарезать резьбу в несколько подходов, точно и качественно.
- Монолитные. Инструмент имеет цилиндрическую форму с внутренним отверстием и устанавливается в плашкодержатель. Позволяет сделать резьбу в один подход.
В зависимости от диаметра трубы и направления резьбы (вправо, влево) выбирается лерка. Далее процесс работы выглядит следующим образом:
- клупп устанавливается в трещотку;
- наносится на режущую часть масло;
- на край трубы устанавливается направляющая;
- трещотка крутится, делая резьбу;
- в процессе работы кромки и труба обрабатываются маслом.

Пример нарезания резьбы при помощи клуппа представлен в видео:
Нарезка резьбы на трубе возле стены
У вас может возникнуть ситуация, когда нужно сделать резьбу на трубе, которая уже встроена в стену. Принцип работы в данной ситуации точно такой же, как описано выше. Однако есть большое «но»: аппарату нужно пространство для работы, поэтому, возможно, придется удалить часть стены. Пример такой работы демонстрируется в видео:
Как нарезать внутреннюю резьбу?
Чтобы вручную сделать внутреннюю резьбу, используются метчики, вставляемые в воротки. Они состоят из трех частей:
- Заборной. Используется непосредственно при нарезании;
- Калибрующей. Средняя часть необходима для направления при калибровке и нарезании;
- Хвостовой. Часть имеет квадратную головку и используется для удержания метчика в воротке при нарезке.
Как нарезается внутренняя трапецеидальная резьба, можно увидеть на видео-инструкции:
Станок для нарезки желобов
Станок для нарезки резьбы на трубах вряд ли понадобится человеку, который обустраивает свой дом. Это скорее рабочий инструмент. По конструкции он чем-то напоминает сверлильные станки вертикального расположения.
Диаметр обрабатываемой детали и шаг нарезки регулируется. Работу шпинделя можно тщательно отладить, настроив количество и скорость оборотов. В принципе, такой станок выполняет почти всю работу. Также, в отличие от ручных лерок, станком можно сделать не только внешнюю резьбу, но и внутреннею. Более современные аппараты могут обрабатывать мельчайшие детали и изделия с тонкими стенками.
В следующем видео можно наглядно увидеть, как работает станок без перекосов:
Видео: Ручная нарезка резьбы в дачной мастерской
В следующем видео мастер подробно расскажет, что необходимо учесть для грамотной нарезки резьбы, и как правильно выполнить работу:
Для определения неизвестной резьбы необходимы две характеристики: шаг и внешний диаметр резьбы болта или внутренний диаметр резьбы гайки.
Шаг резьбы — это расстояние между двумя одноименными (т. е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы. Для дюймовой резьбы размер определяется количеством витков на дюйм. При обозначении параметров болта шаг резьбы не указывается.
Сначала измерьте диаметр резьбы штангенциркулем. Используя приведенную ниже таблицу преобразования, вы можете определить размер в дюймах как размер в метрической системе и преобразовать его. По определению один дюйм равен 25,4 мм. Таким образом, диаметр говорит вам, является ли резьба метрической или дюймовой.
Затем используется шаблон. Пожалуйста, проверяйте отдельные шаблоны резьбы, пока один из шаблонов не будет точно подогнан к резьбе. Затем считайте желаемый шаг, напечатанный на шаблоне резьбы.
Теперь используйте прилагаемый штангенциркуль, который содержит всю информацию об отдельных типах резьбы. Если нет информации для получения достаточно надежного результата, рекомендуем сначала повторить серию измерений, так как может быть погрешность измерения.
Для определения резьбы нужен диаметр и шаг. Определяем диаметр с помощью штангенциркуля. Шаг определяем с помощью шаблона.
Для определения резьбы нужно:
- Заготовка
- Штангенциркуль (аналоговый или цифровой)
- Один шаблон резьбы (метрическая и дюймовая)
- Техническая таблица

Пример №1
1. Шаг: Определяем диаметр резьбы
Диаметр можно определить с помощью цифрового или аналогового штангенциркуля. В нашем практическом примере мы используем цифровой штангенциркуль. Расположите штангенциркуль, как показано на рисунке. Используйте не кончики штангенциркуля, а более широкую часть наконечников штангенциркуля. Цифровой штангенциркуль показывает диаметр на дисплее.

Исходя из нашего опыта, мы измерили диаметр в двух точках. В верхней, а также в нижней части.
Почему в двух местах?
Диаметр должен быть одинаковым на всей резьбе. Если это не так, это коническая резьба. Коническая резьба в основном используется для трубной резьбы.


В нашем примере это именно так. Записываем оба значения. 12,75 мм и 13,34 мм. Подробнее об этом позже.
2. Шаг: Определяем шаг резьбы
Шаг определяем с помощью шаблона. Имеются шаблоны для метрической и дюймовой резьбы. В нашем примере мы используем комбинированный шаблон. Поскольку трубная резьба всегда дюймовая, мы пробуем только ее, пока не получим правильный шаблон.



3. Шаг: Найдите значения в таблице сравнения резьб.
После того, как мы собрали все значения, нам нужно только найти их.
Диаметр был: 12,75 мм и 13,34 мм.
Градиент был: 19 G
В этом случае определение резьбы показало BSPT (британский стандартный конус трубы).
- Номинальный диаметр BSPT (R) ¼”.
- 19 ниток/дюйм
- Диаметр резьбы 13,157 мм
- Номинальный диаметр трубы 8 мм
- Диаметр основного отверстия 11,445 мм

Пример №2
Шаг 1: Определите диаметр резьбы
Как описано в первой части примера №1, измерьте диаметр штангенциркулем. Поместите штангенциркуль на резьбу, как показано на рисунке ниже. Проведите измерение один раз на верхней части и один раз на нижней части заготовки.

Если диаметр одинаков в обеих точках, это параллельная резьба. Если есть большие отклонения, это конусная резьба.
В этом случае у нас есть диаметр резьбы между 11,5 мм и 11,6 мм . Тем не менее, это минимальное отклонение представляет собой параллельную, а не коническую резьбу. Эти небольшие отклонения могут быть вызваны износом или загрязнением. Поэтому мы можем исключить коническую резьбу.
Шаг 2: Определите шаг резьбы
Для определения шага используйте комбинированный шаблон, т. е. шаблон резьбы с метрической и дюймовой резьбой. В данном примере именно это было решающим критерием для правильного определения резьбы.

Отступление:
При опробовании трафаретов был установлен дюймовый трафарет (угол наклона: 55 градусов) с 20 нитками. Но отношение к диаметру не было указано ни в одной технической таблице. Это вызвало у нас подозрения и заставило повторить серию измерений. И действительно, была ошибка измерения.
Правильным шаблоном, который подходит гораздо точнее, является метрический 1,25 мм (угол по бокам: 60 градусов).
Шаг 3: Найдите значения в таблице резьб
На третьем и последнем шаге мы снова собираем все значения и определяем нашу резьбу.
Доступны следующие измеренные значения:
- Диаметр: 11,5 мм – 11,6 мм
- Шаг: 1,25 мм
В первом примере этой серии статей мы ссылались на сравнительную таблицу резьб. В этом случае нам не нужно обращаться к этой таблице, так как это не дюймовая резьба. Вместо этого мы рассмотрим таблицу технических резьб.
Результат определения резбы:
- M12 x 1.25
Это метрическая мелкая резьба ISO с номинальным диаметром 12 и шагом 1,25 мм.
Результат может сначала сбить с толку, но существуют классы допусков с минимальными и максимальными размерами. Эти размеры приведены в некоторых таблицах с точностью до третьего знака после запятой и зависят от классов точности.
Затем мы проверяем наши измеренные значения, навинчивая набор ручных метчиков и плашек MF 12 x 1,25 на заготовку. Кстати: наборы ручных метчиков для метрической мелкой резьбы состоят только из конического метчика и чистового метчика.



Дополнительная информация о тонкой резьбе ISO
Мелкая резьба ISO представляет собой метрическую резьбу с меньшим шагом, чем стандартная резьба ISO. Диаметр шага метрической тонкой резьбы составляет 60 градусов . То же, что и стандартная резьба. Наиболее распространенная аббревиатура — М или ФF . В большинстве случаев тонкую резьбу можно распознать только по ее шагу.
Из-за меньшего шага мелкая резьба имеет более высокую нагрузочную способность. Метрическая мелкая резьба используется, прежде всего, в автомобильной промышленности, где к несущей способности резьбы предъявляются высокие требования. Кроме того, тонкая нить также стала стандартом для резьбы для электронных устройств.
Пошаговая инструкция по определению резьбы:
| Ø | Дюйм Десятичный | BSW | UNC | UNF | UNEF | BSF | сердечник-Ø | конус-Ø | резьба-Ø |
| резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | |||||
| номер 0 | 0,0598 | 80 | 1,2 | 1,49 | 1,52 | ||||
| номер 1 | 0,0728 | 64 | 72 | 1,5 | 1,79 | 1,85 | |||
| номер 2 | 0,0858 | 56 | 64 | 1,8 | 2,1 | 2,18 | |||
| номер 3 | 0,0992 | 48 | 56 | 2,1 | 2,41 | 2,52 | |||
| номер 4 | 0,1122 | 40 | 48 | 2,4 | 2,77 | 2,85 | |||
| номер 5 | 0,1248 | 40 | 44 | 2,6 | 3,09 | 3,17 | |||
| номер 6 | 0,1378 | 32 | 40 | 2,9 | 3,41 | 3,5 | |||
| номер 8 | 0,1638 | 32 | 36 | 3,5 | 4,02 | 4,16 | |||
| номер 10 | 0,1902 | 24 | 32 | 4 | 4,71 | 4,83 | |||
| номер 12 | 0,2161 | 24 | 28 | 32 | 4,6 | 5,37 | 5,49 | ||
| 1/16″ | 0,0625 | 60 | 1,2 | 1,55 | 1587 | ||||
| 3/32″ | 0,0937 | 48 | 1,9 | 2,3 | 2381 | ||||
| 1/8″ | 0,125 | 40 | 2,6 | 3,09 | 3175 | ||||
| 5/32″ | 0,1563 | 32 | 3,2 | 3,88 | 3969 | ||||
| 3/16″ | 0,1875 | 24 | 32 | 3,8 | 4,61 | 4762 | |||
| 7/32″ | 0,2187 | 24 | 28 | 4,6 | 5,43 | 5556 | |||
| 1/4″ | 0,25 | 20 | 20 | 28 | 32 | 26 | 5,1 | 6,17 | 6,35 |
| 5/16″ | 0,3125 | 18 | 18 | 24 | 32 | 22 | 6,5 | 7,76 | 7938 |
| 3/8″ | 0,375 | 16 | 16 | 24 | 32 | 20 | 7,9 | 9,3 | 9 525 |
| 7/16″ | 0,4375 | 14 | 14 | 20 | 28 | 18 | 9,3 | 10,9 | 11 113 |
| 1/2″ | 0,5 | 12 | 13 | 20 | 28 | 16 | 10,5 | 12,44 | 12,7 |
| 9/16″ | 0,5625 | 12 | 18 | 24 | 16 | 12,3 | 13,9 | 14 288 | |
| 5/8″ | 0,625 | 11 | 11 | 18 | 24 | 14 | 13,5 | 14,82 | 15 876 |
| 11/16″ | 0,6875 | 24 | 14 | 16,5 | 17,05 | 17 463 | |||
| 3/4″ | 0,75 | 10 | 10 | 16 | 20 | 12 | 16,5 | 18,76 | 19 051 |
| 13/16″ | 0,8125 | 20 | 12 | 19,5 | 20,33 | 20 638 | |||
| 7/8″ | 0,875 | 9 | 9 | 14 | 20 | 11 | 19,5 | 21,9 | 22 226 |
| 15/16″ | 0,9375 | 20 | 11 | 22,5 | 23,49 | 23 813 | |||
| 1″ | 1 | 8 | 8 | 12 | 20 | 10 | 22 | 25,08 | 25,4 |
| 1 1/16″ | 1,0625 | 18 | 25,5 | 26,63 | 26 988 | ||||
| 1 1/8″ | 1125 | 7 | 7 | 12 | 18 | 9 | 25 | 28,11 | 28 576 |
| 1 3/16″ | 1,1875 | 18 | 28,7 | 29,75 | 30 163 | ||||
| 1 1/4″ | 1,25 | 7 | 7 | 12 | 18 | 9 | 28 | 31,35 | 31 751 |
| 1 5/16″ | 1,3125 | 18 | 32 | 32,9 | 33 338 | ||||
| 1 3/8″ | 1375 | 6 | 6 | 12 | 18 | 8 | 30,5 | 34,49 | 34 926 |
| 1 7/16″ | 1,4375 | 18 | 35 | 36,2 | 36 512 | ||||
| 1 1/2″ | 1,5 | 6 | 6 | 12 | 18 | 8 | 33,5 | 37,67 | 38 101 |
| 1 5/8″ | 1625 | 5 | 5 | 18 | 8 | 35,5 | 41 | 41 277 | |
| 1 3/4″ | 1,75 | 5 | 5 | 18 | 7 | 39 | 44 | 44 452 | |
| 1 7/8″ | 1875 | 4,5 | 4,5 | 18 | 41,5 | 47,22 | 47 627 | ||
| 2 „ | 2 | 4,5 | 4,5 | 18 | 7 | 44,5 | 50,3 | 50,8 | |
| 2 1/4″ | 2,25 | 4 | 4,5 | 50,8 | 56,75 | 57 152 | |||
| 2 1/2″ | 2,5 | 4 | 4 | 57,15 | 63,05 | 63 502 | |||
| 2 3/4″ | 2,75 | 3,5 | 4 | 62 | 69,25 | 69 853 | |||
| 3″ | 3 | 3,5 | 4 | 68,95 | 75,75 | 76 203 |
На сегодняшний день дюймовая резьба нарезается и используется только для металлических труб или разборных фитингов из пластика и металла, которые применяются для строительства трубопроводов различного типа. Далее остановимся на основных характеристиках и параметрах такого резьбового соединения.
1 Характеристики дюймовой и метрической трубной резьбы по ГОСТ
Согласно прописанным в документе ГОСТ 6357-81 нормам, цилиндрическая или дюймовая трубная резьба характеризуется такими основными параметрами, как диаметр и шаг. При этом диаметр высчитывается двумя способами:
- Внешний диаметр – это расстояние между верхней и нижней противоположными точками, которые лежат на гребнях резьбы.
- Внутренний диаметр – расстояние между верхней и нижней противоположными точками, которые лежат на впадинах или резьбовых канавках.
Высота профиля дюймовых труб с цилиндрической резьбой рассчитывается, исходя из разницы между внешним и внутренним диаметром соответственно. Вторая характеристика трубной резьбы дюймового типа по ГОСТ( шаг резьбы) рассчитывается, как расстояние между соседними канавками или впадинами. Таким образом, шаг имеет всегда постоянное значение, вне зависимости от типа резьбового соединения, чтобы была возможность подобрать необходимый болт или гайку для крепления.

Параметры трубной резьбы нормируются ГОСТ 6357-81
Иногда дюймовую резьбу называют метрической. Такое сравнение неверно, так как эти два вида имеют определенные различия. Несмотря на то, что метрическая резьба так же, как и дюймовая, характеризуется аналогичными основными параметрами, эти виды резьбового соединения отличаются по форме профиля. У дюймовых труб более подчеркнутый и острый резьбовой гребень с большим углом, нежели в метрических. Кроме того, диаметр и шаг резьбы метрического типа исчисляется в миллиметрах, тогда как дюймовый исчисляется в трубных дюймах.
Согласно нормам ГОСТ 6357-81, один «трубный» резьбовой дюйм равен 3,325 см, тогда как в стандартной системе исчисления один дюйм равен 2,54 см. Это происходит потому, что в стандартах к обычному дюйму прибавляют показатель толщины труб.
Размеры дюймовых резьб отображаются в специальных таблицах значений, где также указывается такой параметр, как число витков (ниток). Это дополнительная характеристика, по которой также можно высчитать шаг резьбы. Исходя из нестандартной системы исчисления по ГОСТ, сортамент трубной резьбы по таблице может быть обозначен в дробном варианте, например, 3/4 дюйма.
2 Определение размеров трубы – вычисление шага и диаметра
Для максимально точного определения шага и нужного диаметра трубной резьбы, учитывая сложную систему исчисления по ГОСТ 6357-81, необходимо использовать специальные приборы. Среди наиболее распространенных приборов выделяют калибр, резьбомер, микромер, штангенциркуль. Если у вас есть таблица параметров, вы можете взять специальное приспособление – штуцер или муфту с нарезанными на них калибровками, значение которых вам известно.

Для труб используются две основные размерности
Еще более простым способом является использование стандартного резьбомера. Этот прибор состоит из набора измерительных пластинок, которые прикладываются к резьбовым канавкам с внешней или с внутренней стороны, после чего определяется необходимая величина по номеру пластинки на резьбомере. С помощью микрометра или штангенциркуля получится измерить только наружный диаметр трубной резьбы, но этого иногда достаточно для определения шага и дюймовых величин. Для строительства бытовых трубопроводов из труб с дюймовым типом соединения на сегодняшний день используются две основных размерности:
- Диаметр – 1/2 или 3/4 дюйма с шагом 1,814 мм или 14 ниток;
- Диаметр – 1, 1 и 1/2, 1 и 1/4, 2 дюйма при шаге, равном 2,309 мм или 11 ниток.
При этом дюймовое соединение в трубопроводах используется только на металлических и пластиковых трубах небольших и средних размеров. Во всех остальных случаях рекомендуется применять сварочный тип соединения для повышения надежности на стыках. Таким образом, для определения способа соединения трубопровода необходимо использовать несколько таблиц, включая таблицу размеров самой трубы.
3 Нарезание дюймовой резьбы – инструменты и технология
Любая резьба для трубы метрического или дюймового типа нарезается по внешний или внутренней поверхности вручную или с помощью специального оборудования. Ручное нарезание предполагает использование таких инструментов, как плашка или метчик, все зависит от того, какого типа резьба (внешняя или внутренняя) должна получиться на выходе.

Нанесение шага резьбы специальным токарно-нарезным станком
Нарезание дюймовой резьбы по внешней или внутренней поверхности трубы осуществляется в следующей последовательности:
- Зажмите трубу в тисках. Далее при необходимости нарезать трубу с внешней стороны используется плашка и плашкодержатель, для внутренней поверхности – метчик и вороток.
- Плашку следует надеть на трубу, метчик вставляется внутрь. Далее происходит ввинчивание или навинчивание посредством последовательных, вращательных движений инструмента – плашки или метчика.
- Нарезание идет до тех пор, пока заданная часть трубы не прорежется на нужную глубину (до получения необходимого профиля с внешней или внутренней стороны).
Более простым способом является использование специального токарно-нарезного станка. При таком варианте труба зажимается в специальный патрон с суппортом, в котором закреплен винтовой резец. Далее снимаются фаски внутри и снаружи, после чего подводится резец и настраивается автоматическая подача механического суппорта, который работает на предварительно настроенной резьбовой подаче. Винторезные станки используются на малых и крупных производствах, а также как хозяйственное оборудование. При этом на станке можно работать и с помощью плашки или метчика, однако специальный резец дает более эффективный и качественный результат.
Если раньше о дюймовой резьбе было известно всё больше только понаслышке, то последние годы импортный инструмент и изделия прочно вошли в наш обиход. Порой они ломаются и тогда в процессе ремонта уже мы вынуждены «ломать голову» даже в том случае когда необходимо произвести замену пришедшего в негодность самого обычного винтика или болта. У нас система измерения метрическая, она впрочем, официально принята во всём мире кроме Америки, где дюймовая, да вот ещё китайцы взяли моду на дюймовую резьбу. Но в Китае ситуация вообще абсурдная: Китай, который официально перешел на метрическую систему при этом продолжает использование ещё и древнекитайские единицы измерения. Как же быть? Предлагаю быть смелее!

Таблица размеров резьбы дюймовой
Это таблица наиболее ходовых размеров дюймовой резьбы. Смотрим на первые два столбика. Слева диаметр дюймовой резьбы, справа её наружный диаметр в миллиметрах. Есть такие соотношения этих двух показателей, которые позволяют в случае крайней необходимости взять и перерезать дюймовую резьбу на метрическую. В качестве примера приведённое ниже описание произведённых работ.
Адаптируем резьбу в патроне
Приобрёл весьма симпатичный во всех отношениях сверлильный мини патрон китайского производства под свёрла диаметром от 0,5 до 3 мм, не вникая в то какая у него посадочная резьба.

Зря не вникнул, она оказалась дюймовой с размером одна четвёртая дюйма. Хвостовик, имевшийся у патрона, укоротил, срезав шестигранник. И стал использовать патрон в тандеме с ручными тисочками в качестве ручной сверлилки. По-своему тоже вещь необходимая в различных работах. А тем временем по возможности стал интересоваться, где найти токаря с настольным токарным станком, да ещё работающего по дюймовой резьбе.

Ручная сверлилка
Однажды мне это долгое и нудное мероприятие надоело. Нашёл вышеприведённую таблицу и определился, что ближайшая из метрических резьб к четверть дюйма, которая в диаметре равна 6,35 мм – это метрическая резьба М6. Раскрутил патрон и хорошенько смазав имевшуюся резьбу машинным маслом нарезал прямо по ней новую. И соединительной резьбой патрона стала резьба М6.

Разборка мини-патрона
Проверил её способность к удержанию вкрутив в патрон винт М6 и зажав через него в ручные тиски сделал от руки несколько отверстий 4 мм сверлом в толстом деревянном бруске. При работе не обнаружил абсолютно никакой разницы от смены резьб.

Наличие на патроне метрической соединительной резьбы позволило сделать переходник на вал электродвигателя самостоятельно. Зажав подходящую заготовку из пластмассы, которая уже имело внутреннее отверстие, в патрон электродрели (ИМХО так удобнее) нарезал на ней метчиком нужную резьбу.

Пластиковый переходник на резьбу
Вкрутил в патрон, вместо стоявшего там винта, необходимое количество, а излишек отрезал ножовкой по металлу.

Что получилось

Готовый патрон с самодельным переходником
В итоге патрон наконец-то занял давно уготованное ему место на валу электродвигателя марки YOHNSON (U питания 12 – 24 вольта, токопотребление до 1,1 ампера) от струйного принтера. Вот так рискнув (замечу осмысленно) удалось сменить резьбу и в результате теперь есть, кому помимо моих рук сверлить отверстия диаметром от полутора до двух с половиной миллиметров, причём даже в мягком металле. Автор – Babay iz Barnaula.
Форум